- 2021-04-14 发布 |
- 37.5 KB |
- 2页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
工序检验标准
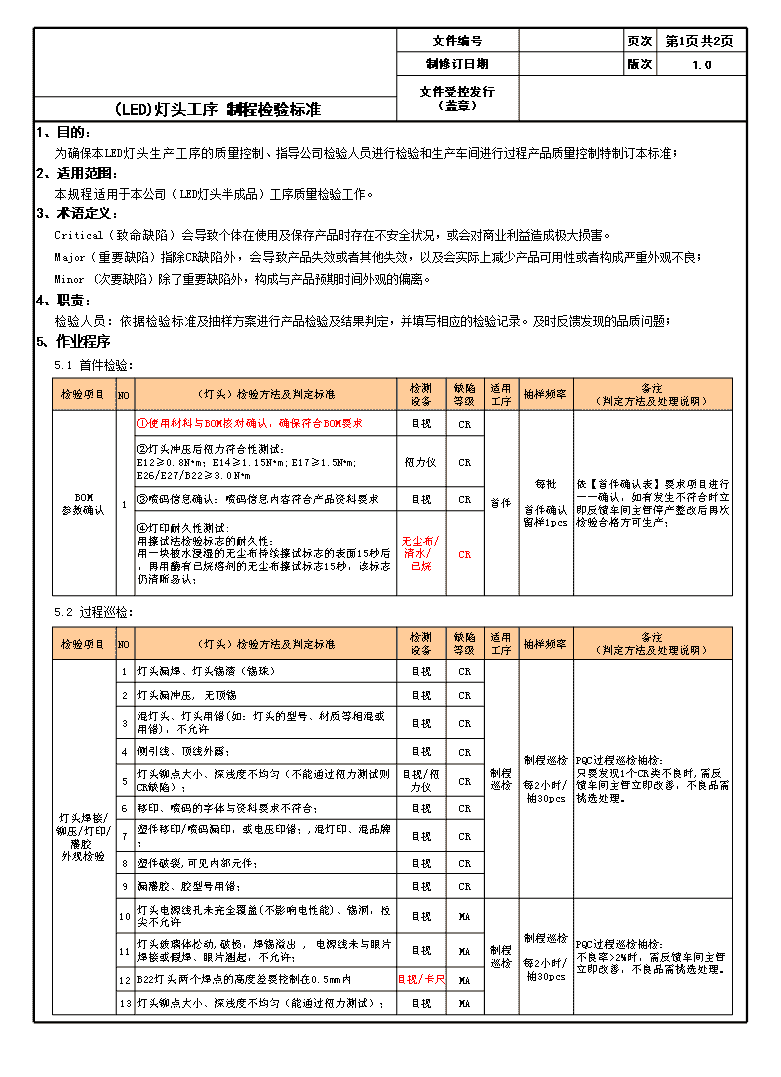
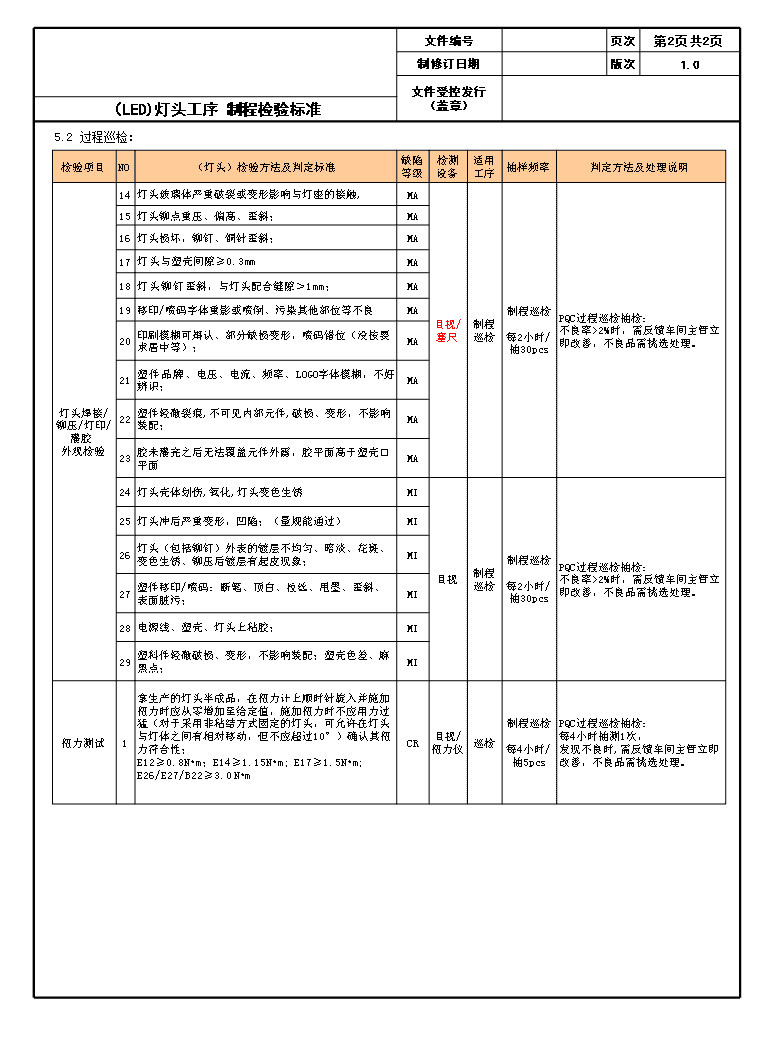
文件编号 页次 第1页 共2页 制修订日期 版次 1.0 "文件受控发行 (盖章)" (LED)灯头工序 制程检验标准 1、目的: 为确保本LED灯头生产工序的质量控制、指导公司检验人员进行检验和生产车间进行过程产品质量控制特制订本标准; 2、适用范围: 本规程适用于本公司(LED灯头半成品)工序质量检验工作。 3、术语定义: Critical(致命缺陷)会导致个体在使用及保存产品时存在不安全状况,或会对商业利益造成极大损害。 Major(重要缺陷)指除CR缺陷外,会导致产品失效或者其他失效,以及会实际上减少产品可用性或者构成严重外观不良; Minor (次要缺陷)除了重要缺陷外,构成与产品预期时间外观的偏离。 4、职责: 检验人员:依据检验标准及抽样方案进行产品检验及结果判定,并填写相应的检验记录。及时反馈发现的品质问题; 5、作业程序 5.1 抽样方案:GB2828-2003 一次抽样II级水平 5.1 首件检验: 检验项目 NO (灯头)检验方法及判定标准 "检测 设备" "缺陷 等级" 适用工序 抽样频率 "备注 (判定方法及处理说明)" "BOM 参数确认" 1 ①使用材料与BOM核对确认,确保符合BOM要求 目视 CR 首件 "每批 首件确认留样1pcs" 依【首件确认表】要求项目进行一一确认,如有发生不符合时立即反馈车间主管停产整改后再次检验合格方可生产; "②灯头冲压后扭力符合性测试: E12≥0.8N•m;E14≥1.15N•m; E17≥1.5N•m; E26/E27/B22≥3.0 N•m " 扭力仪 CR ③喷码信息确认:喷码信息内容符合产品资料要求 目视 CR "④灯印耐久性测试: 用擦试法检验标志的耐久性: 用一块被水浸湿的无尘布持续擦试标志的表面15秒后,再用蘸有已烷溶剂的无尘布擦试标志15秒,该标志仍清晰易认;" "无尘布/ 清水/ 已烷" CR 5.2 过程巡检: 检验项目 NO (灯头)检验方法及判定标准 "检测 设备" "缺陷 等级" 适用工序 抽样频率 "备注 (判定方法及处理说明)" "灯头焊接/铆压/灯印/灌胶 外观检验" 1 灯头漏焊、灯头锡渣(锡珠) 目视 CR 制程巡检 "制程巡检 每2小时/抽30pcs" "PQC过程巡检抽检: 只要发现1个CR类不良时,需反馈车间主管立即改善,不良品需挑选处理。" 2 灯头漏冲压, 无顶锡 目视 CR 3 混灯头、灯头用错(如:灯头的型号、材质等相混或用错),不允许 目视 CR 4 侧引线、顶线外露; 目视 CR 5 灯头铆点大小、深浅度不均匀(不能通过扭力测试则CR缺陷); 目视/扭力仪 CR 6 移印、喷码的字体与资料要求不符合; 目视 CR 7 塑件移印/喷码漏印,或电压印错;,混灯印、混品牌; 目视 CR 8 塑件破裂,可见内部元件; 目视 CR 9 漏灌胶、胶型号用错; 目视 CR 10 灯头电源线孔未完全覆盖(不影响电性能)、锡洞,拉尖不允许 目视 MA 制程巡检 "制程巡检 每2小时/抽30pcs" "PQC过程巡检抽检: 不良率>2%时,需反馈车间主管立即改善,不良品需挑选处理。" 11 灯头玻璃体松动,破损,焊锡溢出 , 电源线未与眼片焊接或假焊、眼片翘起,不允许; 目视 MA 12 B22灯头两个焊点的高度差要控制在0.5mm内 目视/卡尺 MA 13 灯头铆点大小、深浅度不均匀(能通过扭力测试); 目视 MA 文件编号 页次 第2页 共2页 制修订日期 版次 1.0 "文件受控发行 (盖章)" (LED)灯头工序 制程检验标准 5.2 过程巡检: 检验项目 NO (灯头)检验方法及判定标准 "缺陷 等级" "检测 设备" 适用工序 抽样频率 判定方法及处理说明 "灯头焊接/铆压/灯印/灌胶 外观检验" 14 灯头玻璃体严重破裂或变形影响与灯座的接触, MA 目视/塞尺 制程巡检 "制程巡检 每2小时/抽30pcs" "PQC过程巡检抽检: 不良率>2%时,需反馈车间主管立即改善,不良品需挑选处理。" 15 灯头铆点重压、偏高、歪斜; MA 16 灯头损坏,铆钉、铜针歪斜; MA 17 灯头与塑壳间隙≥0.3mm MA 18 灯头铆钉歪斜,与灯头配合缝隙>1mm; MA 19 移印/喷码字体重影或喷倒、污染其他部位等不良 MA 20 印刷模糊可辩认、部分缺损变形,喷码错位(没按要求居中等); MA 21 塑件品牌、电压、电流、频率、LOGO字体模糊,不好辨识; MA 22 塑件轻微裂痕,不可见内部元件,破损、变形,不影响装配; MA 23 胶未灌完之后无法覆盖元件外露,胶平面高于塑壳口平面 MA 24 灯头壳体划伤,氧化,灯头变色生锈 MI 目视 制程巡检 "制程巡检 每2小时/抽30pcs" "PQC过程巡检抽检: 不良率>2%时,需反馈车间主管立即改善,不良品需挑选处理。" 25 灯头冲后严重变形,凹陷;(量规能通过) MI 26 灯头(包括铆钉)外表的镀层不均匀、暗淡、花斑、变色生锈、铆压后镀层有起皮现象; MI 27 塑件移印/喷码:断笔、顶白、拉丝、甩墨、歪斜、表面脏污; MI 28 电源线、塑壳、灯头上粘胶; MI 29 塑料件轻微破损、变形,不影响装配;塑壳色差、麻黑点; MI 扭力测试 1 "拿生产的灯头半成品,在扭力计上顺时针旋入并施加扭力时应从零增加至给定值,施加扭力时不应用力过猛(对于采用非粘结方式固定的灯头,可允许在灯头与灯体之间有相对移动,但不应超过10°)确认其扭力符合性; E12≥0.8N•m;E14≥1.15N•m; E17≥1.5N•m; E26/E27/B22≥3.0 N•m " CR 目视/扭力仪 巡检 "制程巡检 每4小时/抽5pcs" "PQC过程巡检抽检: 每4小时抽测1次, 发现不良时,需反馈车间主管立即改善,不良品需挑选处理。"查看更多