- 2021-02-27 发布 |
- 37.5 KB |
- 1页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
干燥机SOP
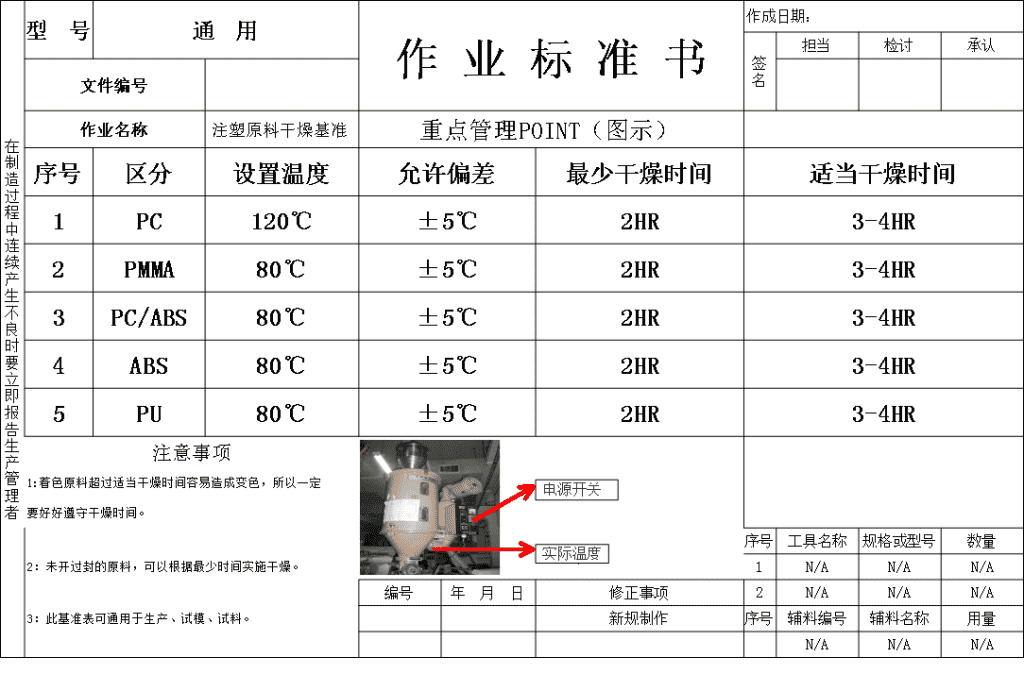
在制造过程中连续产生不良时要立即报告生产管理者 型 号 通 用 作 业 标 准 书 作成日期: 签 名 担当 检讨 承认 文件编号 作业名称 注塑原料干燥基准 重点管理POINT(图示) 序号 区分 设置温度 允许偏差 最少干燥时间 适当干燥时间 1 PC 120℃ ±5℃ 2HR 3-4HR 2 PMMA 80℃ ±5℃ 2HR 3-4HR 3 PC/ABS 80℃ ±5℃ 2HR 3-4HR 4 ABS 80℃ ±5℃ 2HR 3-4HR 5 PU 80℃ ±5℃ 2HR 3-4HR 注意事项 1:着色原料超过适当干燥时间容易造成变色,所以一定 要好好遵守干燥时间。 序号 工具名称 规格或型号 数量 2:未开过封的原料,可以根据最少时间实施干燥。 1 N/A N/A N/A 编号 年 月 日 修正事项 2 N/A N/A N/A 3:此基准表可通用于生产、试模、试料。 新规制作 序号 辅料编号 辅料名称 用量 N/A N/A N/A查看更多