- 2021-04-16 发布 |
- 37.5 KB |
- 52页

申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
工程科技家具与室内施工设备砂光机
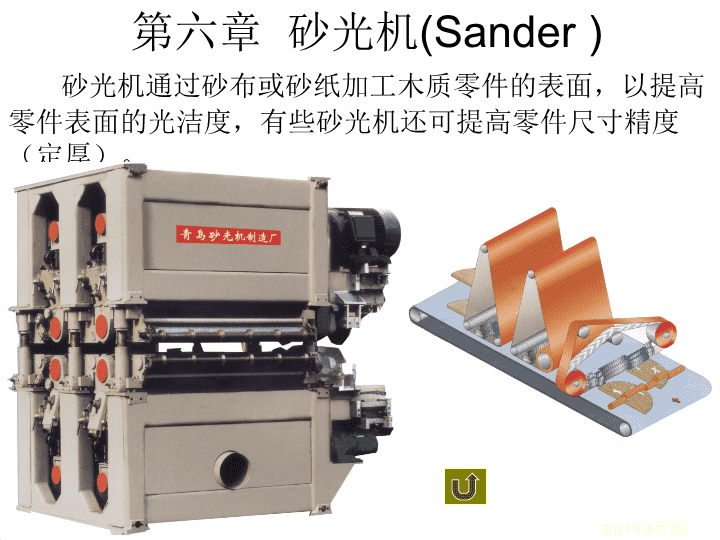
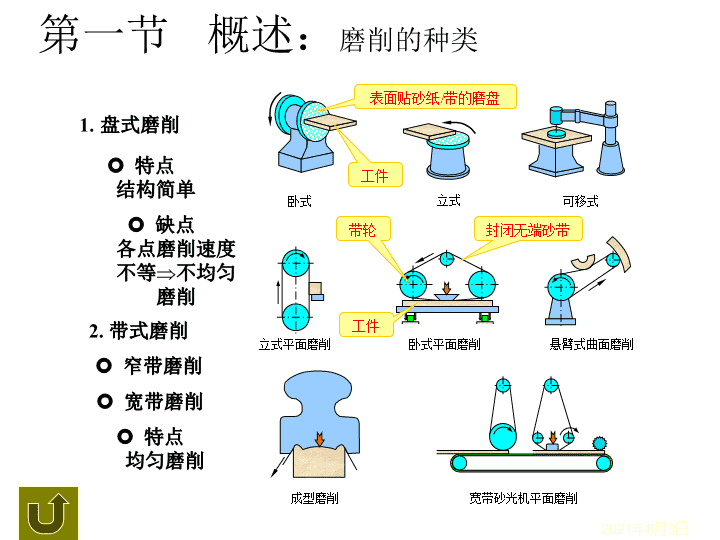
2021年2月17日 第六章 砂光机 ( Sander ) 砂光机通过砂布或砂纸加工木质零件的表面,以提高零件表面的光洁度,有些砂光机还可提高零件尺寸精度(定厚)。 2021年2月17日 1. 盘式磨削 2. 带式磨削 立式平面磨削 卧式平面磨削 悬臂式曲面磨削 卧式 可移式 成型磨削 宽带砂光机平面磨削 立式 特点 结构简单 缺点 各点磨削速度 不等 不均匀 磨削 表面贴砂纸 / 带的磨盘 封闭无端砂带 窄带磨削 宽带磨削 特点 均匀磨削 带轮 工件 工件 第一节 概述: 磨削的种类 2021年2月17日 第一节 概述: 磨削的种类 3. 辊式磨削 4. 刷式磨削 5. 轮式磨削 单辊磨削 多辊磨削 单辊磨削 多辊磨削 磨削辊 轴向振动 工件 平面、曲面 平面磨削 磨刷头 毛束 复杂表面磨削 轮式磨削 砂轮 6. 滚辗磨削 滚辗磨削 滚筒 磨料 工件 小工件磨削 7. 喷砂磨削 压花、雕刻 表面磨削 精磨、定尺寸磨削 2021年2月17日 第一节 概述: 窄带式砂光机: 滑动工作台 工件 砂带 导轨 压板 导杆 操纵杆 窄带砂光机的工作原理: 窄带式砂光机主要由砂带、带轮(包括主动轮、导向轮、张紧轮等)工作台及压带器等组成。 宽带砂光机 (wide-belt Sander) : 宽带砂光机通常可以进行定厚砂光,在砂光大幅面板材或零件时,它的砂光效率非常高。目前它是应用最广的砂光设备。 宽带砂光机砂光方式分为两种,一种是接触辊式砂光,一种是压板式砂光。 2021年2月17日 宽带砂光机的特点 砂带宽度 > 工件宽度,一般为 630~2250mm 砂带比辊式砂光机砂带长, 易于冷却, 磨粒间空隙不 易堵塞,磨削用量可大 , 1.27mm VS 0.5mm 砂带寿命长,更换方便、省时 进料速度比辊式砂光机快, 生产率高, 18~60 m/min VS 6~30 m/min 宽带砂光机几乎代替了其它结构形式的砂光机,在现代木材 / 家具 生产中独树一帜,应用极为广泛。 B V h 2021年2月17日 宽带砂光机的技术规格 1. 加工工件的最大宽度尺寸 主参数,反映加工能力 2. 加工工件的厚度尺寸范围 包括最大和最小厚度 3. 砂带的长度和宽度尺寸 4. 接触辊直径和硬度 5. 压垫宽度及材料硬度 6. 砂带的磨削速度和配备的电机功率 7. 砂架的结构形式和组合形式 8. 进料速度和调速方式 9. 工作台的结构形式和升降方式 选择和使用宽带砂光机的依据 制定磨削工艺,确定工艺参数的基础 2021年2月17日 宽带砂光机的结构分类 1. 按砂架结构形式 2. 按砂架布置形式 3. 按砂架数量 4. 按磨削方向 接触辊式 压垫式 ( 压板式 ) 软辊 硬辊 整体压垫 分段压垫 气囊压垫 单面上砂架 单面下砂架 上下双面对砂 式 单砂架 双 砂架 多 砂架 纵向磨削 横向磨削 纵横向磨削 2021年2月17日 宽带砂光机砂架结构形式 1. 接触辊式砂架 特点 辊筒直接压紧工件, 单位压力大 砂带 接触辊 张紧辊 应用 粗磨,选刚性辊或 硬度 70~90 邵尔弹性 辊(表面包覆橡胶) 接触辊表面螺旋沟 槽,有利散热 精磨,选硬度 30~50 邵尔的弹性 辊; 2021年2月17日 标准弹性式砂光垫 适于小厚度误差 气体悬浮式砂光垫 适于大厚度误差 2. 压垫式砂架 特点 压板压紧工件, 单位压力小 应用 精磨、半精磨 砂光垫形式 标准弹性式 铝合金基体 橡胶 / 毛毡 石墨 砂光垫 / 压板 气体悬浮式 分段电子控制式 气囊 2021年2月17日 2. 压垫式砂架 分段电子控制式 厚度误差大(不等厚) 不等宽工件 磨圆、倒棱 磨削表面不连续 2021年2月17日 2. 压垫式砂架 分段式砂光垫布局示意图 布置方式 2021年2月17日 3. 组合式砂架 接触辊式砂架 + 砂光垫式砂架 接触辊压紧工件磨削 接触辊(粗磨)和砂光垫(精磨)同时压紧工件磨削 砂光垫压紧工件磨削。 适于单砂架砂光机,也可与其它砂架组成多砂架砂光机。 三种工作状态: 接触辊 & 压垫压紧 接触辊压紧 压垫压紧 2021年2月17日 4. 压带式砂架 工作原理 压力由压垫 毡带 砂带 特点 砂带与毡带之间无相对滑 动,可采用高磨削速度 砂带 毡带 工件 压垫 磨削区域接触面积大 , 适 用板件表面超精加工 2021年2月17日 压带式砂架布局示意图 4. 压带式砂架 砂架布局方式 砂带 毡带 压垫 驱动辊 工件 2021年2月17日 5. 横向砂架 横向砂架布局示意图 U V 特点 磨削速度与进给速度垂直 应用 多与其它砂架配合使用 多个砂架不同粒度砂带 的过渡和重复砂磨, 可获镜面磨光效果。 2021年2月17日 DMC 公司生产一种漆膜砂光机砂架的组合 6. 多砂架的组合 压垫式砂架 组合式砂架 横向压带式砂架 分段电子控制压垫 2021年2月17日 6. 多砂架的组合 (a) 接触辊式砂架和压垫式砂架组合 而成的双砂架宽带式砂光机 接触辊式砂架用于定厚尺寸较准 压垫式砂架用于表面修整 (b) 二压垫式砂架组合 而成的双砂架宽带式砂光机 适用于休整性精砂板件表面,砂光涂过腻子或底漆的板材 2021年2月17日 6. 多砂架的组合 (c) 三接触辊式砂架组合而成的 三砂架宽带式砂光机 刚性 / 硬橡胶辊, 硬度 70~90 邵尔, 砂带粒度 20 ~100 , 大磨削量磨削, 定厚尺寸较准 包覆橡胶辊, 硬度 55 邵尔, 砂带粒度 60~150 , 用于半粗磨 包覆橡胶辊, 硬度 35~55 邵尔, 砂带粒度 150~240 ,精磨底漆时更细, 用于精磨 二接触辊式砂架和一压垫式砂架 组合而成的三砂架宽带式砂光机 (d) 压垫式砂架用于精麻优于接触辊,该组合比( C )更常见 2021年2月17日 6. 多砂架的组合 (e) 一接触辊式砂架和二压垫式砂架 组合而成的三砂架宽带式砂光机 板件表面光洁度比( d )高, 磨削量比( d )小 (f) 三压垫式砂架组合而成的 三砂架宽带式砂光机 适用于磨削量不大,但表面光洁度要求特别高的磨削 6. 多砂架的组合 砂架可以都配置在工作台的一面(上方或下方),也可也分别配置在两面,这样可以一次砂光原料的两个表面。 两种单面砂光机可以配合使用,如图: 第二节 宽带砂光机 宽带砂光机是木制品生产上用得最普遍的砂光设备,本节将详细介绍宽带砂光机的结构。 宽带砂光机可以按进料方式分为履带进给的和辊筒进给的两种。前者主要用于胶合板、细木工板及窗框的砂光,后者主要中密度纤维板及刨花板的砂光。 2021年2月17日 一、履带进给宽带砂光机 (一) 典型结构 接触辊式砂架 + 压垫式砂架 接触辊式砂架用于定厚粗砂 压垫式砂架用于表面精磨 接触辊式砂架 压垫式砂架 规尺 电机 砂带 张紧轮 工件 工作台 进给履带 工作台调高电机 除尘管 图中的压力规尺间的高度差决定了磨削深度。 2021年2月17日 (二) 砂架 接触辊 张紧辊 张紧气缸 限位螺栓 接触辊式砂架 砂带张紧 换带 张紧辊 放松手柄 取出垫块 从缝隙中取出砂带 接触辊调高 转动手柄 链传动 偏心轴套 锁紧手柄 调压阀 压力表 带轮 砂带窜动 气动信号传送器 故障停机 制动闸 脱带断带 安全开关 切断电源 制动 压板式砂架结构: 其结构和接触式砂架类似,只不过它的下边主动辊有两个,其直径较小,两个主动辊之间设有压板 18 ,压板通过销轴 9 装在吊架 10 上(吊架和偏心轴 19 连在一起),手柄 8 用于调节吊架的高度。 两种砂架的一些主要结构如下: 2021年2月17日 砂带窜动控制装置 张紧辊可绕张紧气缸摆动,砂带窜动方向与其摆动方向相关 张紧辊 张紧气缸 摆动控制 偏心轴 气缸 圆盘 砂带边缘 气流传送器 气流接收器 气控换向阀 摆幅调整手柄 2021年2月17日 辊筒制动装置 制动 气缸 10 摇杆 9 及凸轮 8 转动 闸瓦 5 胀开 摩擦片压紧制动鼓 1 正常工作 扭簧 11 凸轮 8 复位 拉簧 7 收拢 闸瓦 5 2021年2月17日 接触辊和压垫 接触辊 结构 钢制圆辊筒,包覆硬橡胶(硬度约 80 邵尔) 沿 45 0 螺旋角刻有螺纹,便于冷却 特点及应用 表面橡胶硬度高,弹性变形小,不易磨损; 砂带与工件接触宽度小,磨屑不易粘附和阻塞; 用于较大磨削深度 压垫 结构 铝制平板,包覆硬橡胶、毛毡以增加弹性,包石墨布以减磨减热 高度可调 特点及应用 砂带与工件接触宽度大,单位压力小,砂带粒度小 用于精磨 2021年2月17日 压力规尺 压力规尺 前规尺 中间规尺 后规尺 导向辊 规尺兼作吸尘口 前规尺可调高 与中间规尺之高 度差即为磨削厚度 中间规尺高于接触 辊 0.05~0.2mm 导向辊便于工件导 入和退出 (三)工作台与进料机构 输送带(履带) 1 绕在驱动辊(右侧)和张紧辊(左侧)上。驱动辊由电机通过变速箱带动(下页图),调整螺栓 5 可以使履带张紧。履带下方 4 为工作台,它通过绞接的方式和转臂 11 、横梁 10 连在一起。 上图的丝杆 7 ( 4 根)用于调整工作台的高度,以适应原料厚度的变化。松开手轮 8 ,使导轨 9 可以滑动,工作台即变为浮动工作台(可上下浮动 3mm )。 2021年2月17日 工作台调整 升降电机 升降手轮 锁紧螺钉 浮动弹簧 调整手轮 高度调节手轮 张力调整螺钉 2021年2月17日 气压浮动工作台 气压浮动工作台 b 5 a 4 3 c 10 12 7 9 6 8 11 2 1 CSB600/900 型砂光机工作台调整及浮动气 — 液压回路图 1— 气源 2 、 10— 减压阀 3— 气液压缸 4 、 5— 活塞 6— 油箱 7— 截止阀 8 、 9— 换向阀 11— 压力表 固定 阀 8 右位 压缩气体 油箱 6 高压油 缸 5a 腔使工作台上升 关闭阀 7 固定位置 浮动( 3~4mm ) 阀 9 右位 可压缩气体 缸 5b 腔 阀 10 调压 二、辊筒进给的宽带砂光机 图中有两对砂架,第一个是接触式,后面一个是组合式。图中进料滚筒有三组。 2021年2月17日 砂架 接触辊砂架 BSG2713Q 型砂光机结构示意图 接触辊砂架 上下定厚对磨 占总磨削量 70% 砂架布置 多砂架组合时布置在前端定厚砂光 2021年2月17日 砂架结构 下砂架 接触辊 压垫 铝制压垫 (垫 3mm 毛毡 +1.2mm 石墨布带) 手柄 蜗杆减速器 丝杠螺母 锁紧 导向辊 2021年2月17日 压垫式砂架 半刚性压垫 弹性压垫 特点:可消除砂带接缝对板 面质量的影响,磨削 质量较高 1- 压板 2- 毛毡 3- 石墨布带 4- 张紧 / 固定压板 1- 压板 2- 泡沫橡胶 4- 石墨布带 5 、 10- 张紧 / 固定压板 9- 气囊 特点:压缩空气等比压磨削,胶合 板、细木工板、不含胶木质 材料精砂。 2021年2月17日 组合式砂架工作方式 压垫精磨 同时压紧 接触辊定厚 工作方式 砂带粒度 接触辊定厚: P40~P80 压垫精磨: P120~P500 同时磨削: P100~P120 2021年2月17日 压紧器 BSG2312 型砂光机靴型压紧器 功能 磨削时压紧工件,防止工件跳动,以保证磨削质量 靴型压板 压缩弹簧 调位螺钉 调压螺母 2021年2月17日 承压辊、承压板 承压辊 (刚性、弹性) 承压辊 布置在接触辊或压垫对面, 以承受磨削时的垂直分力 弹性承压辊采用弹簧 或气压承受垂直分力 承压板 承压板 分段式底垫: 上述砂光机接触辊的下方采用的是分段式底垫,如图所示:底垫用气囊加压 . 砂带摆动控制装置: 砂带摆动控制装置通过使各砂架一端摆动而控制砂带沿轴向窜动。 它由一组微动开关( 4 个,外侧 2 个备用)、喷嘴及气缸等组成。 除尘喷气管装置: 喷气装置用于除去砂带表面的粉尘,防止砂带表面被粉尘填塞,同时它还有冷却砂带的作用。 上面的气路用于通过喷气管喷气,下面的气路是使喷气管摆动的液压传动系统。 2021年2月17日 三、磨削方式的选择 1. 基材尺寸精确校准 2. 基材表面修整 3. 装饰表面修整 (一) 基本原则 硬接触辊式强力定厚磨削方式 整体压垫式定量磨方式 分段压垫式定量磨方式 2021年2月17日 (二)砂架结构形式与适用的工艺加工 1. 上下双面对砂式宽带砂光机 主要用途 人造板后处理工段的定厚砂光 主要特点 钢制、硬橡胶辊,大磨削量,大动力消耗 砂架形式 双 砂 架 四 砂 架 六 砂 架 刨花板 / 中密度纤维板生产工艺中 , 可选双砂架与六砂架组合 2021年2月17日 2. 单上砂架接触辊式 主要用途 家具等木制品生产工艺 砂架形式 单 砂架 定厚磨削,用于备料工段对基材的精确尺寸校正 定量磨削,用于装饰前后的表面精加工 砂光辊直径 120~160mm , 包覆硬度 60~90 邵尔硬橡胶 双 砂架 三 砂架 2021年2月17日 3. 软接触辊式 主要用途 小磨削量,定量磨削 薄木贴面装饰后板材表面磨削 漆膜磨削 主要特点 等比压磨削 砂光辊表面硬度:工件表面硬度 =1:4~1:8 时,工件厚度误差引起 的接触辊表面变形不会影响接触辊对工件的压力变化 接触辊 材料 软橡胶 / 高密度海棉 / 聚胺脂 硬度 20~40 邵尔 对工件厚度误差的适应性 取决于辊的硬度、弹性层厚度、辊的直径、砂带的柔性 一般在 0.1mm 以内 2021年2月17日 4. 泡沫橡胶压垫式 主要用途 板材表面修整 整体压垫用于基材厚度尺寸较大,误差很小的薄木贴面装饰 板材表面磨削 主要特点 磨削用量几乎相等 压垫 整体压垫对板材厚度误差的适应能力很差 砂带与工件接触面积大,单位压力小,磨削量小 5. 气囊压垫式 主要特点 充气气囊变形时各处压力相等 气囊通过耐磨介质压紧砂带,对工件厚度误差的适应能力有限 柔性体与受压工件接触面的临界区有包覆现象,加工中易产生 “包边” 2021年2月17日 6. 分段压垫式 主要特点 计算机控制的智能化施压系统 对工件厚度误差的适应能力 2~3mm 而无饰面材料磨穿现象 配合检测装置,在工件形状、厚度、材料不同的情况下精确调节 压力,达到均匀磨削 主要用途 表面装饰后,工件仍有较大厚度误差的板件表面磨削 2021年2月17日 (三)磨削方式的组合 1. 常见组合方式 2. 组合方式的选择依据 定厚砂光和整体压垫定量砂光集中于一机 定厚砂光和分段压垫定量砂光集中于一机 定厚砂光、整体压垫定量砂光和分段压垫定量砂光集中于一机 整体压垫定量砂光和分段压垫定量砂光集中于一机 生产工艺要求 产品质量要求 产品品种 加工精度 原料状况 最终质量要求 灵活性要求 一般生产条件下,采用多台单机组合的方式更具工艺灵活性查看更多