- 2021-04-15 发布 |
- 37.5 KB |
- 1页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
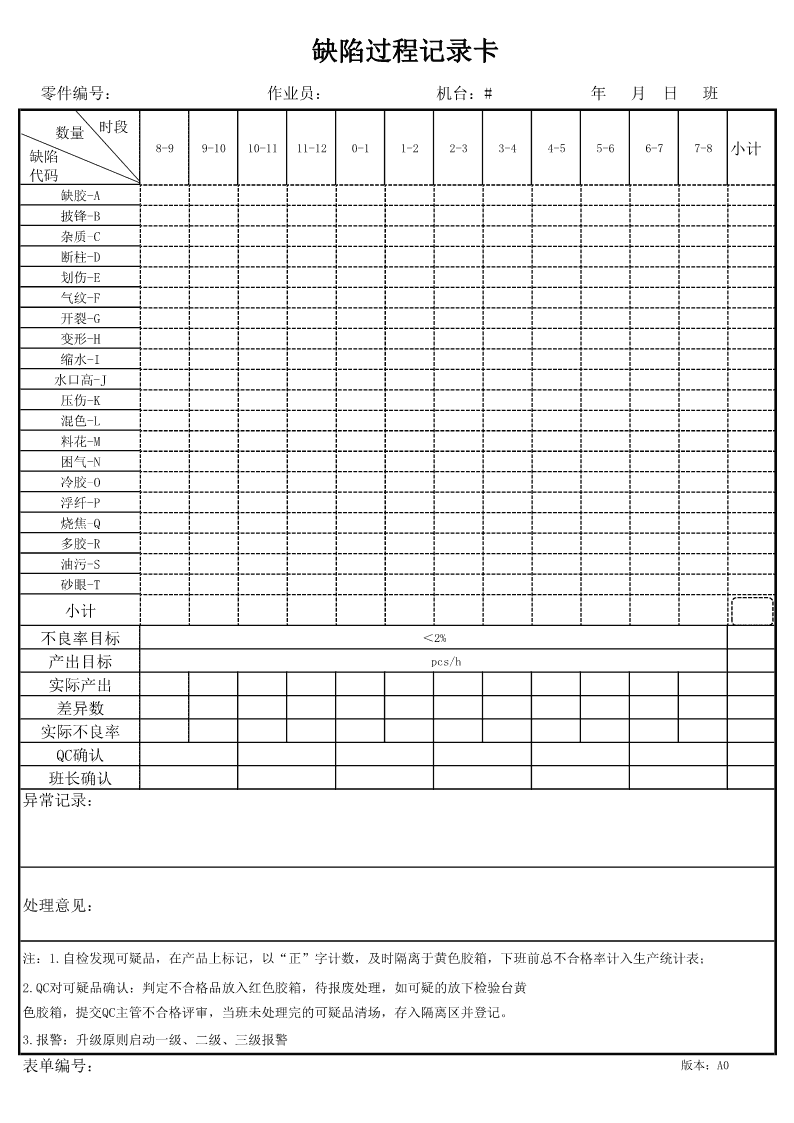
缺陷过程记录卡
缺陷过程记录卡 零件编号: 作业员: 机台:# 年 月 日 班 8-9 9-10 10-11 11-12 0-1 1-2 2-3 3-4 4-5 5-6 6-7 7-8 小计 缺胶-A 披锋-B 杂质-C 断柱-D 划伤-E 气纹-F 开裂-G 变形-H 缩水-I 水口高-J 压伤-K 混色-L 料花-M 困气-N 冷胶-O 浮纤-P 烧焦-Q 多胶-R 油污-S 砂眼-T 小计 不良率目标 <2% 产出目标 pcs/h 实际产出 差异数 实际不良率 QC确认 班长确认 异常记录: 处理意见: 注:1.自检发现可疑品,在产品上标记,以“正”字计数,及时隔离于黄色胶箱,下班前总不合格率计入生产统计表; 2.QC对可疑品确认:判定不合格品放入红色胶箱,待报废处理,如可疑的放下检验台黄 色胶箱,提交QC主管不合格评审,当班未处理完的可疑品清场,存入隔离区并登记。 3.报警:升级原则启动一级、二级、三级报警 表单编号: 版本:A0 缺陷 代码 数量 时段查看更多