- 2021-02-26 发布 |
- 37.5 KB |
- 1页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
包装检验工序作业指导书
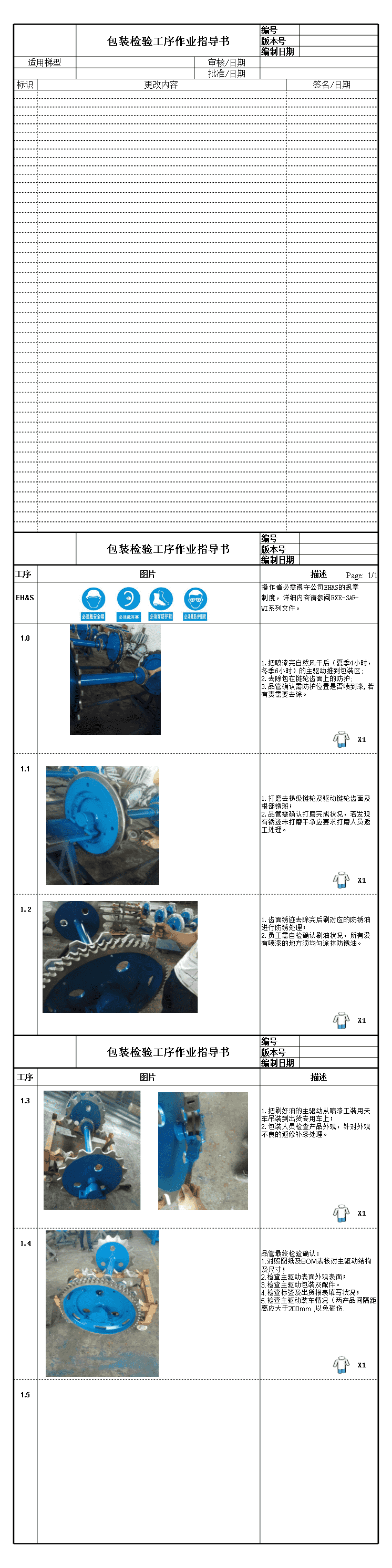
包装检验工序作业指导书 编号 版本号 编制日期 适用梯型 审核/日期 批准/日期 标识 更改内容 签名/日期 包装检验工序作业指导书 编号 版本号 编制日期 工序 图片 描述 操作者必需遵守公司EH&S的规章 EH&S 制度,详细内容请参阅EXE-SAF- WI系列文件。 1.0 1.把喷漆完自然风干后(夏季4小 时,冬季6小时)的主驱动推到包装 区; 2.去除包在链轮齿面上的防护; 3.品管确认需防护位置是否喷到漆, 若有责需要去除。 1.1 1.打磨去梯级链轮及驱动链轮齿面 及根部锈斑; 2.品管需确认打磨完成状况,若发 现有锈迹未打磨干净应要求打磨人 员返工处理。 1.2 1.齿面锈迹去除完后刷对应的防锈 油进行防锈处理; 2.员工需自检确认刷油状况,所有 没有喷漆的地方须均匀涂抹防锈油 。 包装检验工序作业指导书 编号 版本号 编制日期 工序 图片 描述 1.3 1.把刷好油的主驱动从喷漆工装用 天车吊装到出货专用车上; 2.包装人员检查产品外观,针对外 观不良的返修补漆处理。 1.4 品管最终检验确认: 1.对照图纸及BOM表核对主驱动结 构及尺寸; 2.检查主驱动表面外观表面; 3.检查主驱动包装及配件。 4.检查标签及出货报表填写状况; 5.检查主驱动装车情况(两产品间 隔距离应大于200mm ,以免碰伤. 1.5 X1 X1 X1 X1 X1 Page: 1/1查看更多