- 2021-05-26 发布 |
- 37.5 KB |
- 1页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
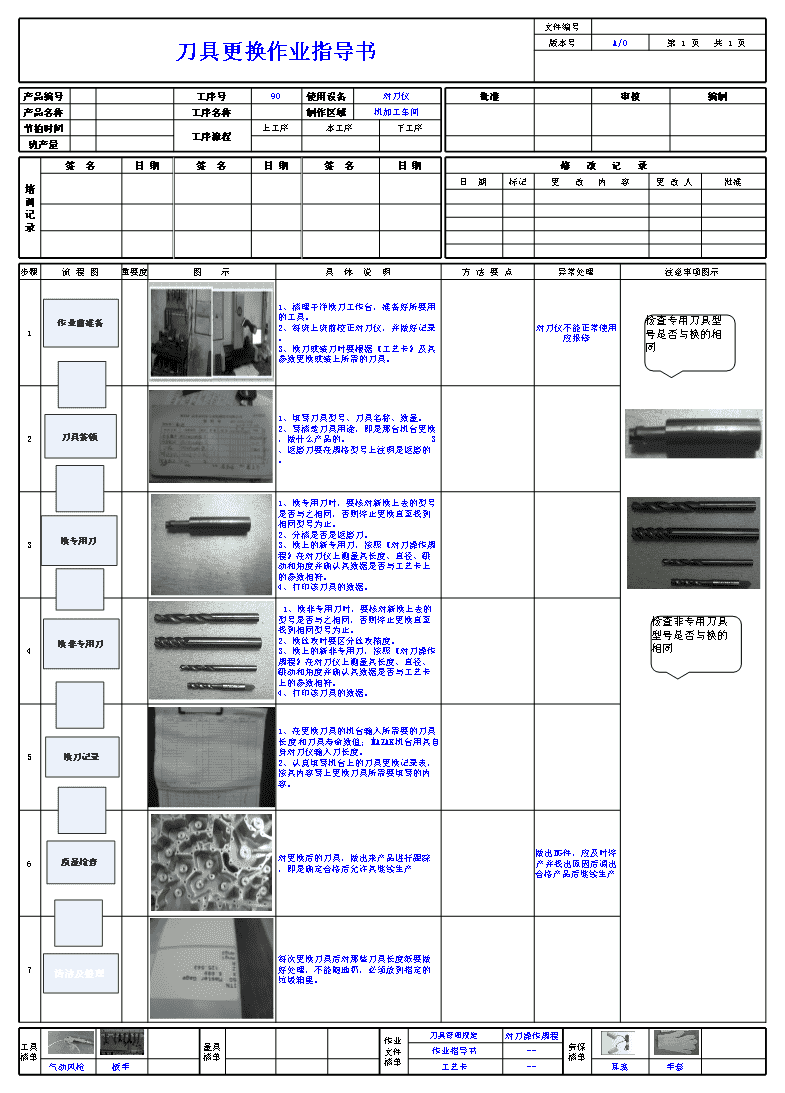
刀具更换作业指导书
刀具更换作业指导书 文件编号 版本号 A/0 第 1 页 共 1 页 产品编号 工序号 90 使用设备 对刀仪 批准 审核 编制 产品名称 工序名称 制作区域 机加工车间 节拍时间 工序流程 上工序 本工序 下工序 班产量 5 培训记录 签 名 日 期 签 名 日 期 签 名 日 期 修 改 记 录 4 日 期 标记 更 改 内 容 更 改 人 批准 步骤 流 程 图 重要度 图 示 具 体 说 明 方 法 要 点 异常处理 注意事项图示 1 1、清理干净换刀工作台,准备好所要用的工具。 2、每班上班前校正对刀仪,并做好记录。 3、换刀或装刀时要根据《工艺卡》及其参数更换或装上所需的刀具。 对刀仪不能正常使用应报修 2 1、填写刀具型号、刀具名称、数量。 2、写清楚刀具用途,即是那台机台更换,做什么产品的。 3、返磨刀要在规格型号上注明是返磨的。 3 1、换专用刀时,要核对新换上去的型号是否与之相同,否则停止更换直至找到相同型号为止。 2、分清是否是返磨刀。 3、换上的新专用刀,按照《对刀操作规程》在对刀仪上测量其长度、直径、跳动和角度并确认其数据是否与工艺卡上的参数相符。 4、打印该刀具的数据。 4 1、换非专用刀时,要核对新换上去的型号是否与之相同,否则停止更换直至找到相同型号为止。 2、换丝攻时要区分丝攻精度。 3、换上的新非专用刀,按照《对刀操作规程》在对刀仪上测量其长度、直径、跳动和角度并确认其数据是否与工艺卡上的参数相符。 4、打印该刀具的数据。 4 5 1、在更换刀具的机台输入所需要的刀具长度和刀具寿命数值;MAZAK机台用其自身对刀仪输入刀长度。 2、认真填写机台上的刀具更换记录表,按其内容写上更换刀具所需要填写的内容。 6 对更换后的刀具,做出来产品进行跟踪,即是确定合格后允许其继续生产 做出NG件,应及时停产并找出原因后调出合格产品后继续生产 7 每次更换刀具后对那些刀具长度纸要做好处理,不能随地扔,必须放到指定的垃圾箱里。 工具清单 量具清单 作业文件清单 刀具管理规定 对刀操作规程 劳保清单 作业指导书 -- 气动风枪 板手 工艺卡 -- 耳塞 手套查看更多