- 2021-05-26 发布 |
- 37.5 KB |
- 1页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
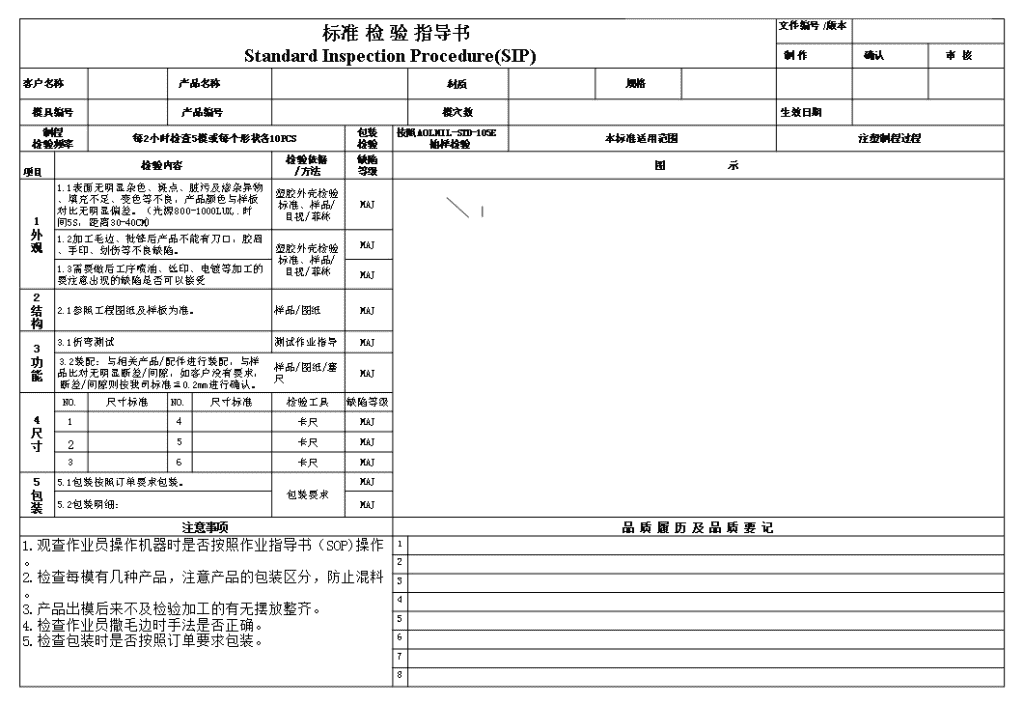
标准检验指导书(SIP)-(格式模板)
"标准 检 验 指导书 Standard Inspection Procedure(SIP) " 文件编号 /版本 制 作 确认 审 核 客户名称 产品名称 材质 规格 模具编号 产品编号 模穴数 生效日期 制程 检验频率 每2小时检查5模或每个形状各10PCS 包装 检验 按照AOLMIL-STD-105E 抽样检验 本标准适用范围 注塑制程过程 项目 检验內容 检验依据 /方法 缺陷 等级 图 示 "1 外 观" 1.1表面无明显杂色、斑点、脏污及渗杂异物、填充不足、变色等不良,产品颜色与样板对比无明显偏差。(光源800-1000LUX,.时间5S,距离30-40CM) 塑胶外壳检验标准、样品/目视/菲林 MAJ 1.2加工毛边、批锋后产品不能有刀口,胶屑、手印、划伤等不良缺陷。 塑胶外壳检验标准、样品/目视/菲林 MAJ 1.3需要做后工序喷油、丝印、电镀等加工的要注意出现的缺陷是否可以接受 MAJ "2 结 构" 2.1参照工程图纸及样板为准。 样品/图纸 MAJ "3 功 能" 3.1折弯测试 测试作业指导 MAJ 3.2装配:与相关产品/配件进行装配,与样品比对无明显断差/间隙,如客户没有要求,断差/间隙则按我司标准≦0.2mm进行确认。 样品/图纸/塞尺 MAJ "4 尺 寸" NO. 尺寸标准 NO. 尺寸标准 检验工具 缺陷等级 1 4 卡尺 MAJ 2 5 卡尺 MAJ 3 6 卡尺 MAJ "5 包 装" 5.1包装按照订单要求包装。 包装要求 MAJ 5.2包装明细: MAJ 注意事项 品 质 履 历 及 品 质 要 记 "1.观查作业员操作机器时是否按照作业指导书(SOP)操作。 2.检查每模有几种产品,注意产品的包装区分,防止混料。 3.产品出模后来不及检验加工的有无摆放整齐。 4.检查作业员撒毛边时手法是否正确。 5.检查包装时是否按照订单要求包装。 " 1 2 3 4 5 6 7 8查看更多