- 2021-05-26 发布 |
- 37.5 KB |
- 6页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
钣金(五金)产品质量的控制
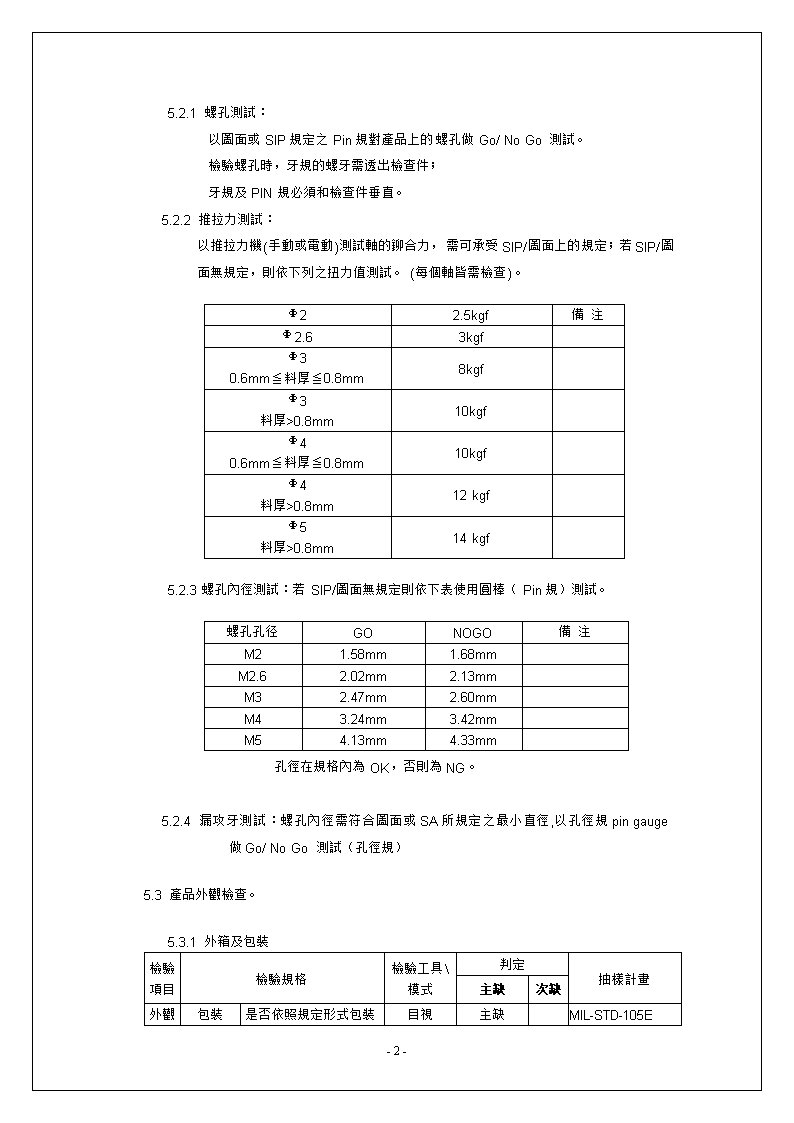
產品質量控制 1. 目的 為鈑金(本文所有“鈑金”均包括沖裁五金)檢驗作業依據做適當補充,進而達到檢驗水準的規範性、系統性。 2. 適用範圍 適用于所有鈑金製品零件。 3. 驗証環境條件 3.1 尺寸檢查在無塵室(Class 100K)中進行。 3.2 一般外觀在室內燈下執行, 亮度1000Lux以上。 3.3 環境條件︰溫度25±5℃,濕度50±20%RH。 4. 檢驗設備 4.1 檢驗儀器需經校驗合格 4.2 二次元量測儀︰為非接觸式量測尺寸使用。 4.3 高度規︰需搭配花崗岩平台或治具以量測物件之高度、平面度、平行度、垂直度。 4.4 花崗岩平台︰主要目測物件之平面度。 4.5 塞規(PIN)︰針對物件之圓孔、螺孔內徑大小、開口尺寸量測使用。 4.6 牙規︰測試螺絲孔的孔徑使用。 4.7 扭力起子︰測試攻牙螺絲孔、BOSS螺絲孔的最大扭力值及扭力測試使用。 4.8 推力/拉力器︰測試產品的最大推力/拉力。 4.9 游標卡尺︰物件之尺寸量測使用。 4.10 千分尺︰量測物件厚度或切斷面毛邊使用。 4.11 耗材︰A.無塵布;B.碳氫;C.酒精。 5. 檢驗規格 5.1 產品尺寸檢查: 5.1.1依各SIP或圖面要求檢查的規格(check codes)檢查。 抽樣計畫︰ 正常︰MIL-STD-105E S-3 加嚴︰MIL-STD-105E S-4 減量︰MIL-STD-105E S-2 5.1.2 平面度:: 5.1.2.1將產品依SIP規定方向,平放於平台上或用專用治具固定(包括三點支撐一個面),使用高度尺(組裝百分表)量測產品平面的最高點與最低點之差。 5.2 產品功能測試︰不論是否為圖面check codes或SIP,物品上有螺絲則皆需量測。 抽樣計畫︰ 正常︰MIL-STD-105E S-3 加嚴︰MIL-STD-105E S-4 減量︰MIL-STD-105E S-2 - 6 - 5.2.1 螺孔測試︰ 以圖面或SIP規定之Pin規對產品上的螺孔做Go/ No Go 測試。 檢驗螺孔時,牙規的螺牙需透出檢查件; 牙規及PIN規必須和檢查件垂直。 5.2.2 推拉力測試︰ 以推拉力機(手動或電動)測試軸的鉚合力,需可承受SIP/圖面上的規定;若SIP/圖面無規定,則依下列之扭力值測試。(每個軸皆需檢查)。 Φ2 2.5kgf 備 注 Φ2.6 3kgf Φ3 0.6mm≦料厚≦0.8mm 8kgf Φ3 料厚>0.8mm 10kgf Φ4 0.6mm≦料厚≦0.8mm 10kgf Φ4 料厚>0.8mm 12 kgf Φ5 料厚>0.8mm 14 kgf 5.2.3螺孔內徑測試︰若SIP/圖面無規定則依下表使用圓棒(Pin規)測試。 螺孔孔径 GO NOGO 備 注 M2 1.58mm 1.68mm M2.6 2.02mm 2.13mm M3 2.47mm 2.60mm M4 3.24mm 3.42mm M5 4.13mm 4.33mm 孔徑在規格內為OK,否則為NG。 5.2.4 漏攻牙測試︰螺孔內徑需符合圖面或SA所規定之最小直徑,以孔徑規pin gauge做Go/ No Go 測試(孔徑規) 5.3 產品外觀檢查。 5.3.1 外箱及包裝 檢驗項目 檢驗規格 檢驗工具模式 判定 抽樣計畫 主缺 次缺 包裝 是否依照規定形式包裝 目視 主缺 MIL-STD-105E - 6 - 外觀檢查 Level I, 單次抽樣︰ 正 常︰AQL=0.40 加 嚴︰AQL=0.65 減 量:AQL=0.25 包裝外箱是否沒有破損是否清潔 5.3.2 產品 定義︰ A. 外觀面定義 1. A級面:無法遮蓋,且最終客戶能夠看到的外觀面。 2. B級面:無法遮蓋,但最終客戶拆開成品后才能看到,或在正常操作過程中很少注意到的外觀面。 3. C級面:可遮蓋部分及折彎溝槽,只有在產品組裝過程中可以看到,最終客戶看不到的外觀面。 4. 點刺壓傷判定模式:見底材皆以點刺傷判定/未見底材判定為壓傷。 5. W:寬度 。 6. L:長度。 7. S:面積。 8. DS:距離。 B. 名詞定義 1. 壓傷:由于碰撞或挤压而造成的不規則凹陷。 2. 劃傷:尖銳物造成的條狀露底材現象。 3. 髒污:材質表面染有其他物質。 4. 變形:產品失去應具備的形狀。 5. 毛刺:沖裁攻牙過程中產生廢料未切斷現象。 6. 擦傷:部品表面之間相互摩擦造成的刮傷劃傷。 7. 缺料:產品多切料(包括鐳射的燒缺料)。 8. 燒黑:因鐳射激光時,原料上有雜質或冷卻氣體、切割速度等不能滿足冷卻要求等原因,而產生材質表面切割后附着黑色熔渣現象。 9. 多料:產品由於切刀短損而產生的成型不全。 10. 氧化(生銹):鋁、鐵、銅由於受到空氣濕度、溫度、環境的鹽酸度等影響而產生的材質變異(氧化:一般指產品的表面;生銹:一般指產品的切斷面)。 11. 花料:材質不良而造成的表面髪花,或有雜質夾于其中。 12. 刀痕:在沖裁時在產品切斷面上留下的痕跡,如:接刀點等。 13. 接刀點:數沖時產品切斷面由於切口多次成型,構成的凸點。 14. 節點:鐳射 15. 模印:模具鑲件留下的痕跡。 16. 裂縫:材料部分裂開。 17. 油污:油脂附着物。 - 6 - 18. 軸歪:軸鉚接后不垂直。 19. 軸間隙:軸鉚接后根部有間隙。 20. 軸鬆動:軸鉚接后鬆動的現象。 21. 色差:实际颜色与標準顏色有差异。 22. 凸凹痕:表面異常凸起或凹陷。 23. 薄膜殘留:在電鍍/烤漆前,或依據客戶要求在包裝前應撕除保護膜,而沒有去除保護膜乾淨的不良。 24. 针孔:電鍍/烤漆表面出現的细小圆孔。 25. 凸點:電鍍/烤漆表面沙粒或气泡造成的表面點狀凸起。 26. 水紋:電鍍/烤漆表面烘乾或水質不乾淨遺留的流線型條紋。 27. 斑點:電鍍/烤漆表面因雜質而產生的異色。 28. 漏烤: 烤漆不完整。 29. 漏防烤:螺孔以及圖面要求沒有按照。 注:1. 五金缺陷不限以上。 2. 外觀判定以A級面優先。 C. 外觀標準 外觀標識具體見:附件:《鈑金(五金)件外觀檢驗補充》。 注:1. 未標注單位為:mm。 2. 圖紙有品質要求的部品,以圖紙要求作業。 3. 特殊若有相關客戶/工程簽樣,依樣品作業。 6. 工站自檢 6.1 鐳射檢測內容 6.1.1 尺寸: 依照圖面標準/治具/客供樣品。 6.1.2 外觀: A. 依照客戶要求。 B. 檢查內容:壓傷、劃傷/擦傷、毛刺/毛邊、變形、缺料、多料、燒黑、氧化/生銹、花料、節點、裂痕、色差、斑點、字印不全(與圖紙要求/樣板是否一致)等。 6.2 數沖檢測內容 6.2.1 尺寸: 依照圖面標準/治具/客供樣品。 6.1.2 外觀: A. 依照客戶要求。 - 6 - B. 檢查內容:是否要求貼保護膜、壓傷、劃傷/擦傷、毛刺/毛邊、變形、花料、刀痕、節點、模印、字印不清(與圖紙要求/樣板是否一致)、色差、凸凹痕、沙拉凸起、斑點、漏工序等。 6.3 衝壓檢測內容 6.3.1 尺寸: 依照圖面標準/治具/客供樣品。 6.3.2 外觀: A. 依照客戶要求。 B. 檢查內容:是否要求貼保護膜、壓傷、劃傷/擦傷、毛刺/毛邊、變形、刀痕、模印、漏工序等。 6.4 折彎檢測內容 6.4.1 尺寸: 依照圖面標準/治具/客供樣品。 6.3.2 外觀: A. 依照客戶要求。 B. 檢查內容:是否要求貼保護膜、壓傷、劃傷/擦傷、變形、刀痕、模印、字印不清(與圖紙要求/樣板是否一致)、漏工序等。 6.5 攻牙檢測內容 6.5.1 尺寸: 用螺紋規檢測螺孔。 6.5.2 外觀: A. 依照客戶要求。 B. 檢查內容:漏攻牙、滑牙、攻錯孔、攻偏(攻偏是否影響外觀面)、漏工序等。 6.6 鉚軸檢測內容 6.6.1 尺寸: 依照圖面標準/治具/客供樣品。 6.6.2 外觀: A. 依照客戶要求。 B. 檢查內容:軸歪、軸松、軸間隙、軸缺料、漏鉚軸、漏工序等。 6.7 钻攻检测内容 6.7.1 尺寸: - 6 - 依照圖面標準/治具/客供樣品。 6.7.2 外觀: A. 依照客戶要求: B.檢查內容:毛刺/毛邊、孔鉆偏、鉆花表面、漏工序等。 6.8 焊接檢測內容: 6.8.1 尺寸: 依照圖面標準/治具/客供樣品。 6.8.2 外觀: A. 依照客戶要求。 B. 檢查內容:脫焊、焊位偏、焊穿、漏焊、變形、壓傷、漏工序等。 6.9 打磨檢測內容: 6.9.1 尺寸: 依照圖紙要求/治具/樣品。 6.9.2 外觀: A. 依照樣品客戶要求/樣品。 B. 檢查內容:脫焊、焊位偏、焊穿、漏焊、變形、壓傷、打磨后平面度、角度、直線度、漏工序等。 6.10 包裝檢測內容: 6.10.1 尺寸: 特殊情況下,依照客戶要求,按圖面要求檢驗,或用治具全檢。 6.10.2 外觀: A. 依照圖紙要求/治具/樣品。 B. 檢查內容:所有鈑金(五金)外觀缺陷。 - 6 -查看更多