- 2021-05-20 发布 |
- 37.5 KB |
- 3页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
钣金检验规范
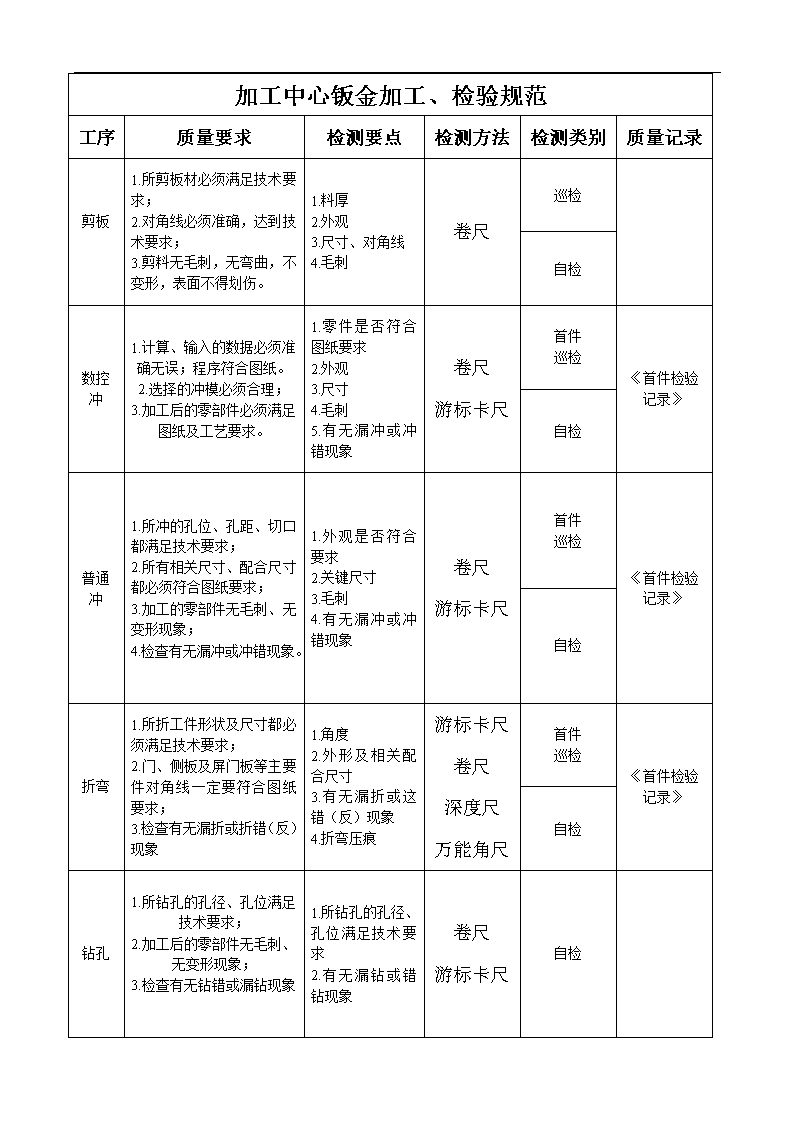
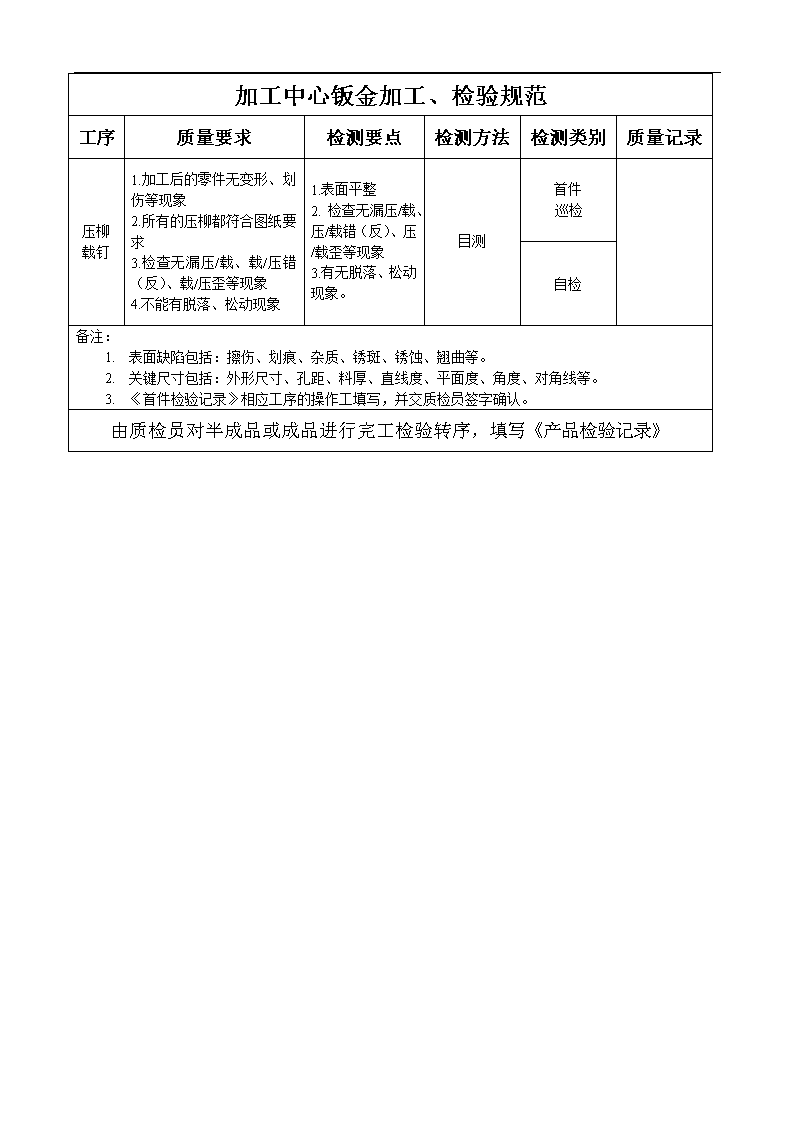
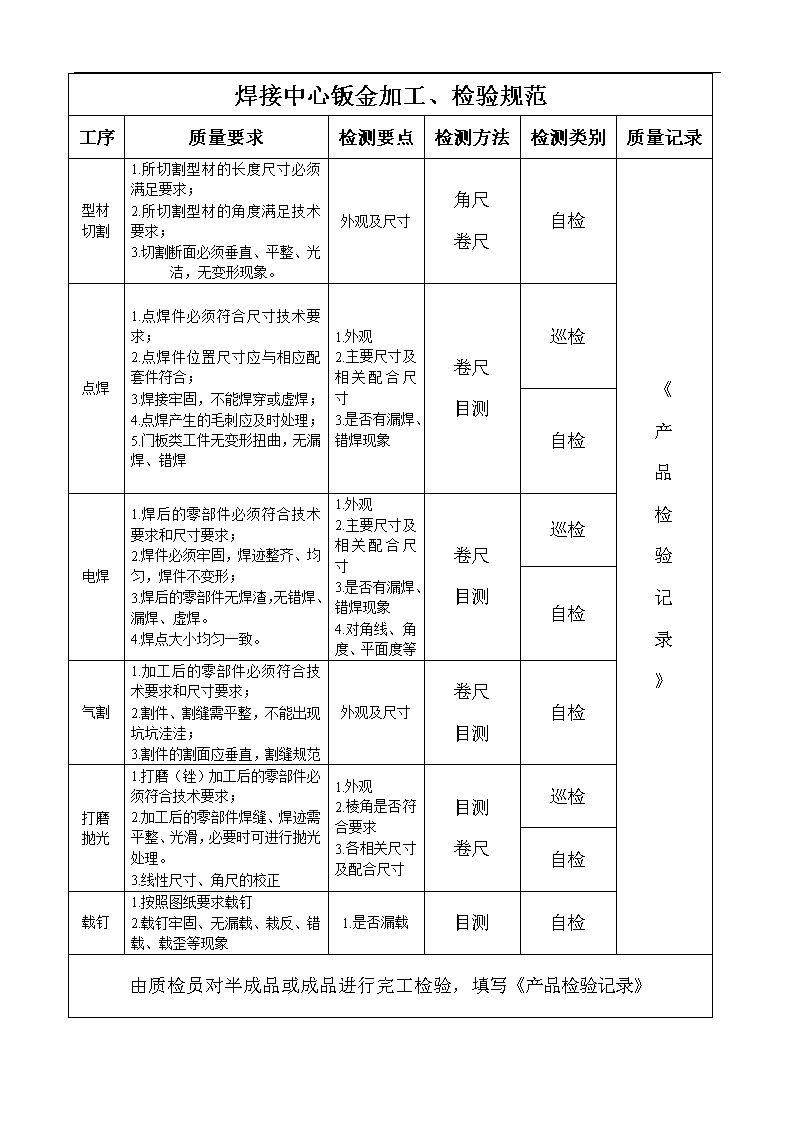
加工中心钣金加工、检验规范 工序 质量要求 检测要点 检测方法 检测类别 质量记录 剪板 1.所剪板材必须满足技术要求; 2.对角线必须准确,达到技术要求; 3.剪料无毛刺,无弯曲,不变形,表面不得划伤。 1.料厚 2.外观 3.尺寸、对角线 4.毛刺 卷尺 巡检 自检 数控 冲 1.计算、输入的数据必须准确无误;程序符合图纸。 2.选择的冲模必须合理; 3.加工后的零部件必须满足图纸及工艺要求。 1.零件是否符合图纸要求 2.外观 3.尺寸 4.毛刺 5.有无漏冲或冲错现象 卷尺 游标卡尺 首件 巡检 《首件检验记录》 自检 普通 冲 1.所冲的孔位、孔距、切口都满足技术要求; 2.所有相关尺寸、配合尺寸都必须符合图纸要求; 3.加工的零部件无毛刺、无变形现象; 4.检查有无漏冲或冲错现象。 1.外观是否符合要求 2.关键尺寸 3.毛刺 4.有无漏冲或冲错现象 卷尺 游标卡尺 首件 巡检 《首件检验记录》 自检 折弯 1.所折工件形状及尺寸都必须满足技术要求; 2.门、侧板及屏门板等主要件对角线一定要符合图纸要求; 3.检查有无漏折或折错(反)现象 1.角度 2.外形及相关配合尺寸 3.有无漏折或这错(反)现象 4.折弯压痕 游标卡尺 卷尺 深度尺 万能角尺 首件 巡检 《首件检验记录》 自检 钻孔 1.所钻孔的孔径、孔位满足技术要求; 2.加工后的零部件无毛刺、无变形现象; 3.检查有无钻错或漏钻现象 1.所钻孔的孔径、孔位满足技术要求 2.有无漏钻或错钻现象 卷尺 游标卡尺 自检 加工中心钣金加工、检验规范 工序 质量要求 检测要点 检测方法 检测类别 质量记录 压柳 载钉 1.加工后的零件无变形、划伤等现象 2.所有的压柳都符合图纸要求 3.检查无漏压/载、载/压错(反)、载/压歪等现象 4.不能有脱落、松动现象 1.表面平整 2. 检查无漏压/载、压/载错(反)、压/载歪等现象 3.有无脱落、松动现象。 目测 首件 巡检 自检 备注: 1. 表面缺陷包括:擦伤、划痕、杂质、锈斑、锈蚀、翘曲等。 2. 关键尺寸包括:外形尺寸、孔距、料厚、直线度、平面度、角度、对角线等。 3. 《首件检验记录》相应工序的操作工填写,并交质检员签字确认。 由质检员对半成品或成品进行完工检验转序,填写《产品检验记录》 焊接中心钣金加工、检验规范 工序 质量要求 检测要点 检测方法 检测类别 质量记录 型材 切割 1.所切割型材的长度尺寸必须满足要求; 2.所切割型材的角度满足技术要求; 3.切割断面必须垂直、平整、光洁,无变形现象。 外观及尺寸 角尺 卷尺 自检 《 产 品 检 验 记 录 》 点焊 1.点焊件必须符合尺寸技术要求; 2.点焊件位置尺寸应与相应配套件符合; 3.焊接牢固,不能焊穿或虚焊; 4.点焊产生的毛刺应及时处理; 5.门板类工件无变形扭曲,无漏焊、错焊 1.外观 2.主要尺寸及相关配合尺寸 3.是否有漏焊、错焊现象 卷尺 目测 巡检 自检 电焊 1.焊后的零部件必须符合技术要求和尺寸要求; 2.焊件必须牢固,焊迹整齐、均匀,焊件不变形; 3.焊后的零部件无焊渣,无错焊、漏焊、虚焊。 4.焊点大小均匀一致。 1.外观 2.主要尺寸及相关配合尺寸 3.是否有漏焊、错焊现象 4.对角线、角度、平面度等 卷尺 目测 巡检 自检 气割 1.加工后的零部件必须符合技术要求和尺寸要求; 2.割件、割缝需平整,不能出现坑坑洼洼; 3.割件的割面应垂直,割缝规范 外观及尺寸 卷尺 目测 自检 打磨 抛光 1.打磨(锉)加工后的零部件必须符合技术要求; 2.加工后的零部件焊缝、焊迹需平整、光滑,必要时可进行抛光处理。 3.线性尺寸、角尺的校正 1.外观 2.棱角是否符合要求 3.各相关尺寸及配合尺寸 目测 卷尺 巡检 自检 载钉 1.按照图纸要求载钉 2.载钉牢固、无漏载、栽反、错载、载歪等现象 1.是否漏载 目测 自检 由质检员对半成品或成品进行完工检验,填写《产品检验记录》查看更多