- 2021-04-25 发布 |
- 37.5 KB |
- 1页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
公司巡检记录表
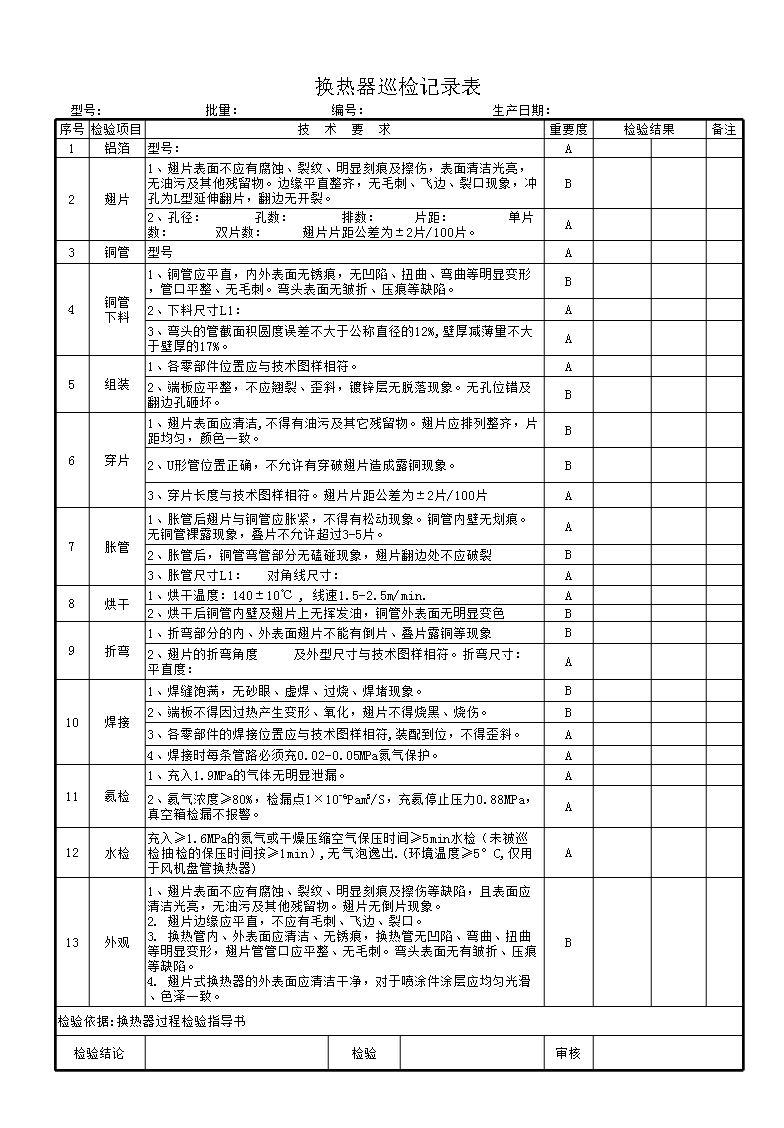
换热器巡检记录表 型号: 批量: 编号: 生产日期: 序号 检验项目 技 术 要 求 重要度 检验结果 备注 1 铝箔 型号: A 2 翅片 1、翅片表面不应有腐蚀、裂纹、明显刻痕及擦伤,表面清洁光亮,无油污及其他残留物。边缘平直整齐,无毛刺、飞边、裂口现象,冲孔为L型延伸翻片,翻边无开裂。 B 2、孔径: 孔数: 排数: 片距: 单片数: 双片数: 翅片片距公差为±2片/100片。 A 3 铜管 型号 A 4 铜管 下料 1、铜管应平直,内外表面无锈痕,无凹陷、扭曲、弯曲等明显变形,管口平整、无毛刺。弯头表面无皱折、压痕等缺陷。 B 2、下料尺寸L1: A 3、弯头的管截面积圆度误差不大于公称直径的12%,壁厚减薄量不大于壁厚的17%。 A 5 组装 1、各零部件位置应与技术图样相符。 A 2、端板应平整,不应翘裂、歪斜,镀锌层无脱落现象。无孔位错及翻边孔砸坏。 B 6 穿片 1、翅片表面应清洁,不得有油污及其它残留物。翅片应排列整齐,片距均匀,颜色一致。 B 2、U形管位置正确,不允许有穿破翅片造成露铜现象。 B 3、穿片长度与技术图样相符。翅片片距公差为±2片/100片 A 7 胀管 1、胀管后翅片与铜管应胀紧,不得有松动现象。铜管内壁无划痕。无铜管裸露现象,叠片不允许超过3-5片。 A 2、胀管后,铜管弯管部分无磕碰现象,翅片翻边处不应破裂 B 3、胀管尺寸L1: 对角线尺寸: A 8 烘干 1、烘干温度:140±10℃ , 线速1.5-2.5m/min. A 2、烘干后铜管内壁及翅片上无挥发油,铜管外表面无明显变色 B 9 折弯 1、折弯部分的内、外表面翅片不能有倒片、叠片露铜等现象 B 2、翅片的折弯角度 及外型尺寸与技术图样相符。折弯尺寸: 平直度: A 10 焊接 1、焊缝饱满,无砂眼、虚焊、过烧、焊堵现象。 B 2、端板不得因过热产生变形、氧化,翅片不得烧黑、烧伤。 B 3、各零部件的焊接位置应与技术图样相符,装配到位,不得歪斜。 A 4、焊接时每条管路必须充0.02-0.05MPa氮气保护。 A 11 氦检 1、充入1.9MPa的气体无明显泄漏。 A 2、氦气浓度≥80%,检漏点1×10-6Pam3/S,充氦停止压力0.88MPa,真空箱检漏不报警。 A 12 水检 充入≥1.6MPa的氮气或干燥压缩空气保压时间≥5min水检(未被巡检抽检的保压时间按≥1min),无气泡逸出.(环境温度≥5°C,仅用于风机盘管换热器) A 13 外观 "1、翅片表面不应有腐蚀、裂纹、明显刻痕及擦伤等缺陷,且表面应清洁光亮,无油污及其他残留物。翅片无倒片现象。 2. 翅片边缘应平直,不应有毛刺、飞边、裂口。 3. 换热管内、外表面应清洁、无锈痕,换热管无凹陷、弯曲、扭曲等明显变形,翅片管管口应平整、无毛刺。弯头表面无有皱折、压痕等缺陷。 4. 翅片式换热器的外表面应清洁干净,对于喷涂件涂层应均匀光滑、色泽一致。 " B 检验依据:换热器过程检验指导书 检验结论 检验 审核查看更多