- 2021-04-23 发布 |
- 37.5 KB |
- 2页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
功能机QC作业指导书
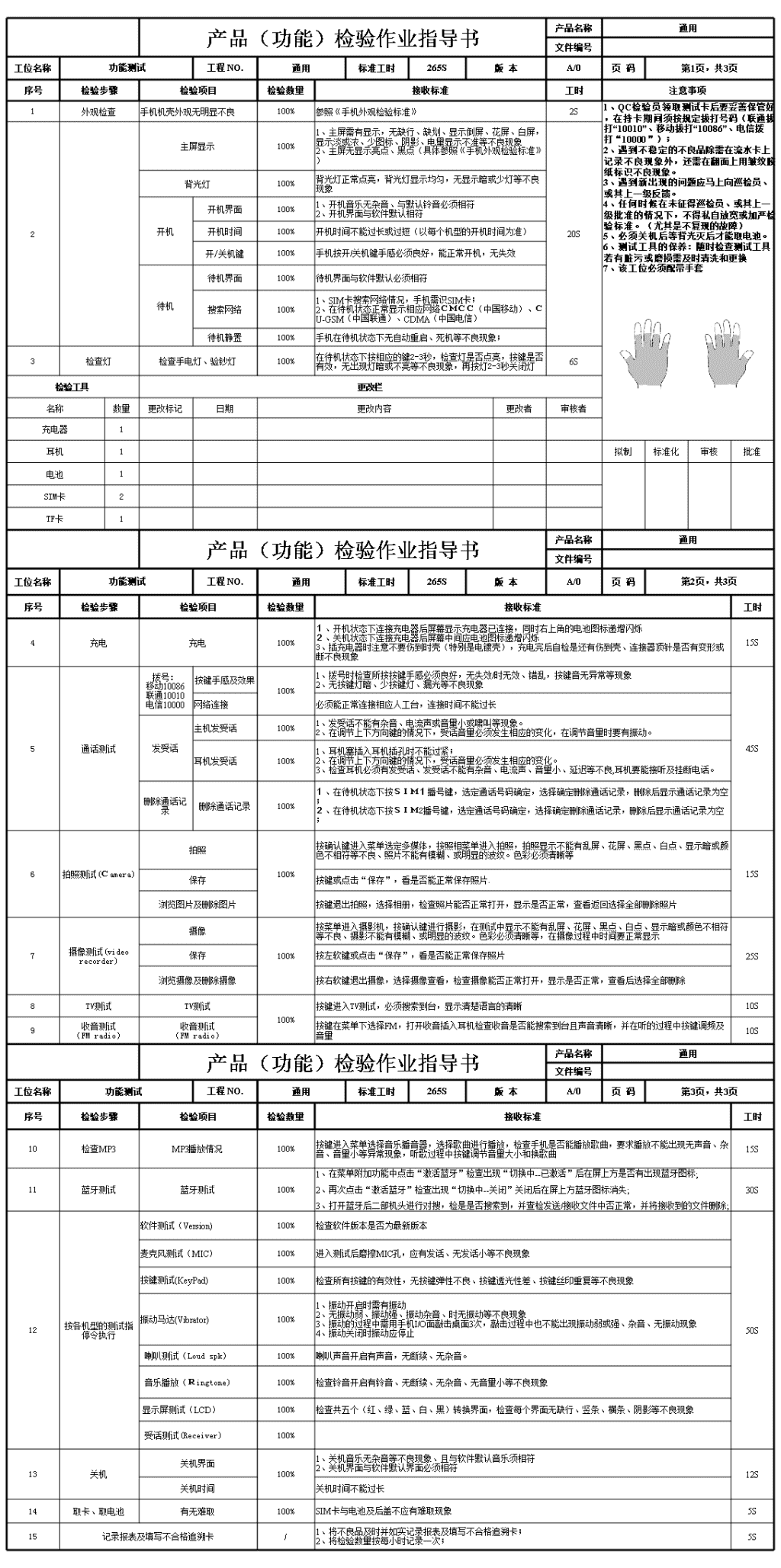
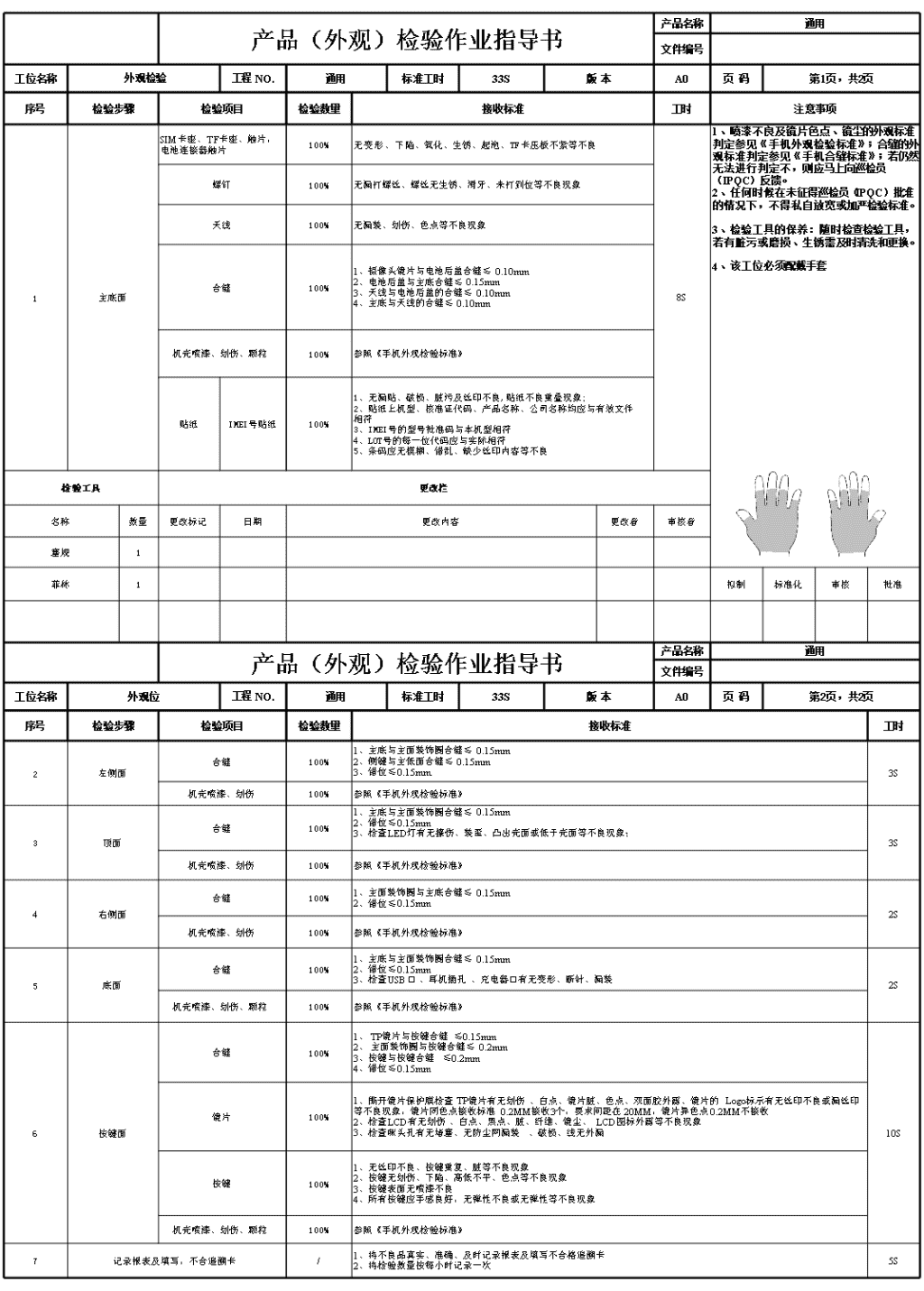
产品(功能)检验作业指导书 产品名称 通用 文件编号 工位名称 功能测试 工程 NO. 工程 NO 通用 标准工时 265S 版 本 A/0 页 码 第1页,共3页 序号 检验步骤 检验项目 检验数量 接收标准 工时 注意事项 1 外观检查 手机机壳外观无明显不良 100% 参照《手机外观检验标准》 2S "1、QC检验员领取测试卡后要妥善保管好,在持卡期间须按规定拔打号码(联通拔打“10010”、移动拔打“10086”、电信拨打“10000”); 2、遇到不稳定的不良品除需在流水卡上记录不良现象外,还需在翻面上用皱纹胶纸标识不良现象。 3、遇到新出现的问题应马上向巡检员、或其上一级反馈。 4、任何时候在未征得巡检员、或其上一级批准的情况下,不得私自放宽或加严检验标准。(尤其是不复现的故障) 5、必须关机后等背光灭后才能取电池。 6、 测试工具的保养:随时检查测试工具若有脏污或磨损需及时清洗和更换 7、该工位必须配带手套 " 2 主屏显示 100% "1、主屏需有显示,无缺行、缺划、显示倒屏、花屏、白屏,显示淡或浓、少图标、阴影、电量显示不准等不良现象 2、主屏无显示亮点、黑点(具体参照《手机外观检验标准》)" 20S 背光灯 100% 背光灯正常点亮,背光灯显示均匀,无显示暗或少灯等不良现象 开机 开机界面 100% "1、开机音乐无杂音、与默认铃音必须相符 2、开机界面与软件默认相符" 开机时间 100% 开机时间不能过长或过短(以每个机型的开机时间为准) 开/关机键 100% 手机按开/关机键手感必须良好,能正常开机,无失效 待机 待机界面 100% 待机界面与软件默认必须相符 搜索网络 100% "1、SIM卡搜索网络情况,手机需识SIM卡; 2、在待机状态正常显示相应网络CMCC(中国移动)、CU-GSM(中国联通)、CDMA(中国电信)" 待机静置 100% 手机在待机状态下无自动重启、死机等不良现象; 3 检查灯 检查手电灯、验钞灯 100% 在待机状态下按相应的键2-3秒,检查灯是否点亮,按键是否有效,无出现灯暗或不亮等不良现象,再按灯2-3秒关闭灯 6S 检验工具 更改栏 名称 数量 更改标记 日期 更改内容 更改者 审核者 充电器 1 耳机 1 拟制 标准化 审核 批准 电池 1 SIM卡 2 TF卡 1 产品(功能)检验作业指导书 产品名称 通用 文件编号 工位名称 功能测试 工程 NO. 工程 NO 通用 标准工时 265S 版 本 A/0 页 码 第2页,共3页 序号 检验步骤 检验项目 检验数量 接收标准 工时 4 充电 充电 100% "1、开机状态下连接充电器后屏幕显示充电器已连接,同时右上角的电池图标递增闪烁 2、关机状态下连接充电器后屏幕中间应电池图标递增闪烁 3、插充电器时注意不要伤到时壳(特别是电镀壳),充电完后自检是还有伤到壳、连接器顶针是否有变形或断不良现象" 15S 5 通话测试 "拨号: 移动10086 联通10010 电信10000" 按键手感及效果 100% 1、拨号时检查所按按键手感必须良好,无失效/时无效、错乱,按键音无异常等现象 2、无按键灯暗、少按键灯、漏光等不良现象 45S 网络连接 必须能正常连接相应人工台,连接时间不能过长 发受话 主机发受话 100% "1、发受话不能有杂音、电流声或音量小或啸叫等现象。 2、在调节上下方向键的情况下,受话音量必须发生相应的变化,在调节音量时要有振动。 " 耳机发受话 100% "1、耳机塞插入耳机插孔时不能过紧; 2、在调节上下方向键的情况下,受话音量必须发生相应的变化。 3、检查耳机必须有发受话、发受话不能有杂音、电流声、音量小、延迟等不良,耳机要能接听及挂断电话。 " 删除通话记录 删除通话记录 100% "1、在待机状态下按SIM1播号键,选定通话号码确定,选择确定删除通话记录,删除后显示通话记录为空; 2、在待机状态下按SIM2播号键,选定通话号码确定,选择确定删除通话记录,删除后显示通话记录为空; " 6 拍照测试(Camera) 拍照 100% 按确认键进入菜单选定多媒体,按照相菜单进入拍照,拍照显示不能有乱屏、花屏、黑点、白点、显示暗或颜色不相符等不良、照片不能有模糊、或明显的波纹。色彩必须清晰等 15S 保存 按键或点击“保存”,看是否能正常保存照片. 浏览图片及删除图片 按键退出拍照,选择相册,检查照片能否正常打开,显示是否正常,查看返回选择全部删除照片 7 摄像测试(video recorder) 摄像 100% 按菜单进入摄影机,按确认键进行摄影,在测试中显示不能有乱屏、花屏、黑点、白点、显示暗或颜色不相符等不良、摄影不能有模糊、或明显的波纹。色彩必须清晰等,在摄像过程中时间要正常显示 25S 保存 按左软键或点击“保存”,看是否能正常保存照片 浏览摄像及删除摄像 按右软键退出摄像,选择摄像查看,检查摄像能否正常打开,显示是否正常,查看后选择全部删除 8 TV测试 TV测试 100% 按键进入TV测试,必须搜索到台,显示清楚语言的清晰 10S 9 "收音测试 (FM radio)" "收音测试 (FM radio)" 按键在菜单下选择FM,打开收音插入耳机检查收音是否能搜索到台且声音清晰,并在听的过程中按键调频及音量 10S 产品(功能)检验作业指导书 产品名称 通用 文件编号 工位名称 功能测试 工程 NO. 工程 NO 通用 标准工时 265S 版 本 A/0 页 码 第3页,共3页 序号 检验步骤 检验项目 检验数量 接收标准 工时 10 检查MP3 MP3播放情况 100% 按键进入菜单选择音乐播音器,选择歌曲进行播放,检查手机是否能播放歌曲,要求播放不能出现无声音、杂音、音量小等异常现象,听歌过程中按键调节音量大小和换歌曲 15S 11 蓝牙测试 蓝牙测试 100% "1、在菜单附加功能中点击“激活蓝牙”检查出现“切换中--已激活”后在屏上方是否有出现蓝牙图标; 2、再次点击“激活蓝牙”检查出现“切换中--关闭”关闭后在屏上方蓝牙图标消失; 3、打开蓝牙后二部机头进行对搜,检是是否搜索到,并查检发送/接收文件中否正常,并将接收到的文件删除;" 30S 12 按各机型的测试指停令执行 软件测试(Version) 100% 检查软件版本是否为最新版本 50S 麦克风测试(MIC) 100% 进入测试后磨擦MIC孔,应有发话、无发话小等不良现象 按键测试(KeyPad) 100% 检查所有按键的有效性,无按键弹性不良、按键透光性差、按键丝印重复等不良现象 振动马达(Vibrator) 100% "1、振动开启时需有振动 2、无振动弱、振动强、振动杂音、时无振动等不良现象 3、振动的过程中需用手机I/O面敲击桌面3次,敲击过程中也不能出现振动弱或强、杂音、无振动现象 4、振动关闭时振动应停止" 喇叭测试(Loud spk) 100% 喇叭声音开启有声音,无断续、无杂音。 音乐播放(Ringtone) 100% 检查铃音开启有铃音、无断续、无杂音、无音量小等不良现象 显示屏测试(LCD) 100% 检查共五个(红、绿、蓝、白、黑)转换界面,检查每个界面无缺行、竖条、横条、阴影等不良现象 受话测试(Receiver) 100% 13 关机 关机界面 100% "1、关机音乐无杂音等不良现象、且与软件默认音乐须相符 2、关机界面与软件默认界面必须相符" 12S 关机时间 关机时间不能过长 14 取卡、取电池 有无难取 100% SIM卡与电池及后盖不应有难取现象 5S 15 记录报表及填写不合格追溯卡 / "1、将不良品及时并如实记录报表及填写不合格追溯卡; 2、将检验数量按每小时记录一次;" 5S 产品(外观)检验作业指导书 产品名称 通用 文件编号 工位名称 外观检验 工程 NO. 工程 NO 通用 标准工时 33S 版 本 A0 页 码 第1页,共2页 序号 检验步骤 检验项目 检验数量 接收标准 工时 注意事项 1 主底面 SIM卡座、TF卡座、触片,电池连接器触片 100% 无变形、下陷、氧化、生锈、起泡、TF卡压板不紧等不良 8S "1、喷漆不良及镜片色点、镜尘的外观标准判定参见《手机外观检验标准》;合缝的外观标准判定参见《手机合缝标准》;若仍然无法进行判定不,则应马上向巡检员(IPQC)反馈。 2、任何时候在未征得巡检员(IPQC)批准的情况下,不得私自放宽或加严检验标准。 3、检验工具的保养:随时检查检验工具,若有脏污或磨损、生锈需及时清洗和更换。 4、该工位必须配戴手套 " 螺钉 100% 无漏打螺丝、螺丝无生锈、滑牙、未打到位等不良现象 天线 100% 无漏装、划伤、色点等不良现象 合缝 100% 1、摄像头镜片与电池后盖合缝≤0.10mm 2、电池后盖与主底合缝≤0.15mm 3、天线与电池后盖的合缝≤0.10mm 4、主底与天线的合缝≤0.10mm 机壳喷漆、划伤、颗粒 100% 参照《手机外观检验标准》 贴纸 IMEI号贴纸 100% "1、无漏贴、破损、脏污及丝印不良,贴纸不良重叠现象; 2、贴纸上机型、核准证代码、产品名称、公司名称均应与有效文件相符 3、IMEI号的型号批准码与本机型相符 4、LOT号的每一位代码应与实际相符 5、条码应无模糊、错乱、缺少丝印内容等不良" 检验工具 更改栏 名称 数量 更改标记 日期 更改内容 更改者 审核者 塞规 1 菲林 1 拟制 标准化 审核 批准 产品(外观)检验作业指导书 产品名称 通用 文件编号 工位名称 外观位 工程 NO. 工程 NO 通用 标准工时 33S 版 本 A0 页 码 第2页,共2页 序号 检验步骤 检验项目 检验数量 接收标准 工时 2 左侧面 合缝 100% "1、主底与主面装饰圈合缝≤0.15mm 2、侧键与主低面合缝≤0.15mm 3、错位≤0.15mm. " 3S 机壳喷漆、划伤 100% 参照《手机外观检验标准》 3 顶面 合缝 100% "1、主底与主面装饰圈合缝≤0.15mm 2、错位≤0.15mm 3、检查LED灯有无擦伤、装歪、凸出壳面或低于壳面等不良现象;" 3S 机壳喷漆、划伤 100% 参照《手机外观检验标准》 4 右侧面 合缝 100% "1、主面装饰圈与主底合缝≤0.15mm 2、错位≤0.15mm " 2S 机壳喷漆、划伤 100% 参照《手机外观检验标准》 5 底面 合缝 100% "1、主底与主面装饰圈合缝≤0.15mm 2、错位≤0.15mm 3、检查USB口 、耳机插孔 、充电器口有无变形、断针、漏装 " 2S 机壳喷漆、划伤、颗粒 100% 参照《手机外观检验标准》 6 按键面 合缝 100% 1、 TP镜片与按键合缝 ≤0.15mm 2、 主面装饰圈与按键合缝≤0.2mm 3、按键与按键合缝 ≤0.2mm 4、错位≤0.15mm 10S 镜片 100% 1、撕开镜片保护膜检查TP镜片有无划伤 、白点、镜片脏、色点、双面胶外露、镜片的Logo标示有无丝印不良或漏丝印等不良现象,镜片同色点接收标准0.2MM接收3个,要求间距在20MM,镜片异色点0.2MM不接收 2、检查LCD有无划伤 、白点、黑点、脏、纤维、镜尘、LCD图标外露等不良现象 3、检查咪头孔有无堵塞、无防尘网漏装 、破损、线无外漏 按键 100% "1、无丝印不良、按键重复、脏等不良现象 2、按键无划伤、下陷、高低不平、色点等不良现象 3、按键表面无喷漆不良 4、所有按键应手感良好,无弹性不良或无弹性等不良现象 " 机壳喷漆、划伤、颗粒 100% 参照《手机外观检验标准》 7 记录报表及填写,不合追溯卡 / "1、将不良品真实、准确、及时记录报表及填写不合格追溯卡 2、将检验数量按每小时记录一次" 5S查看更多