- 2021-05-21 发布 |
- 37.5 KB |
- 35页

申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
《材料成形机械设备》课件:轧 辊
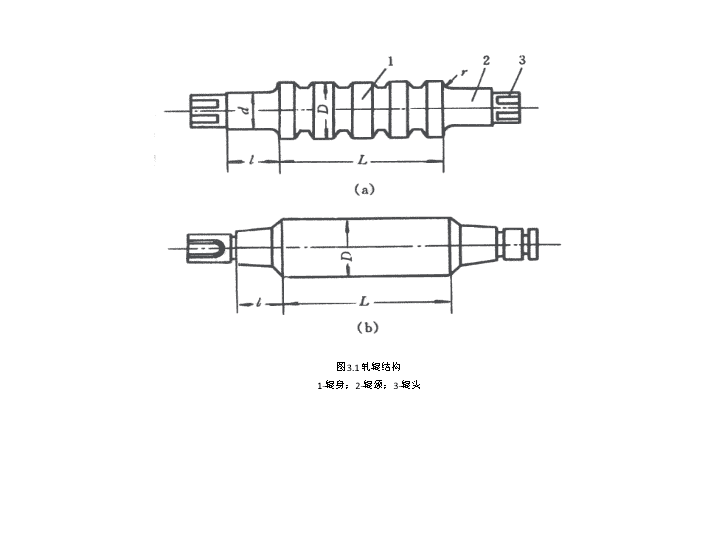
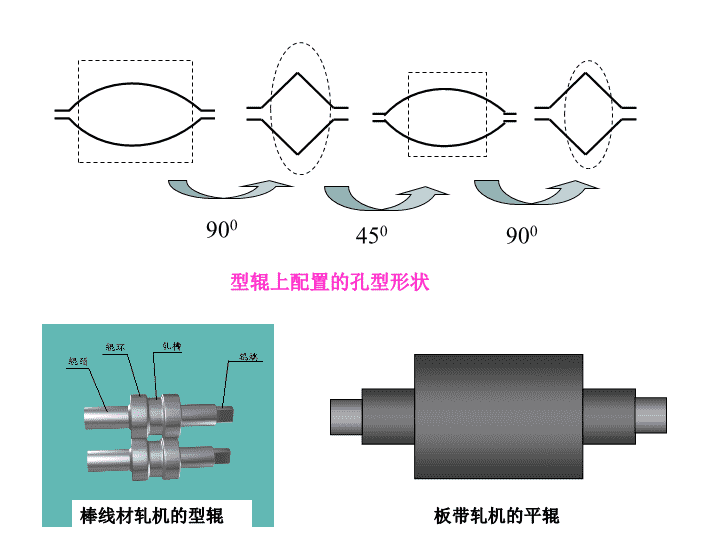
第 2 章 轧 辊 轧辊的工作特点: ( 1 )承受很大的轧制压力和力矩,还有动载荷。 ( 2 )在高温和温度变化大的条件下工作,轧辊在交变应力的作用下,易使轧辊产生龟裂和裂纹。 ( 3 )在轧制过程中被磨损,影响轧件的质量和轧辊的使用寿命。 轧辊的分类: ( 1 )平辊:轧板带(有辊型) ( 2 )型辊:轧型钢(有孔型) ( 3 )特殊轧辊: 轧钢管 、车轮等(桶形,菌形) 第一节 工作特点和分类 图 3.1 轧辊结构 1- 辊身; 2- 辊颈; 3- 辊头 90 0 45 0 90 0 板带轧机的平辊 棒线材轧机的型辊 型辊上配置的孔型形状 二辊斜轧穿孔机轧辊形状 桶形辊 第二节 轧辊的结构和参数 结构:辊身、辊颈、辊头 辊身:与轧件直接接触并产生塑性变形的部分, D 、 L 辊颈:轧辊的支撑部分,固定位置,将轧制力经压下装置传递到机架上, d, l 辊头 : 传递轧辊扭矩的部分, d 3 , l 3 … 形状 : … … 轧辊的辊头基本类型 ( a )梅花轴头 (b) 万向轴头 (c) 双键槽轴头 (d) 平台式轴头 第二节 轧辊的结构和参数 参数: 辊身直径 D : ①咬入条件(热轧) ② 轧辊的热平衡 : 轧辊直径使轧辊的工作温度≯ 100℃. ③ 轧辊的最小可轧厚度 ( 冷轧 ) ④ 轧辊的强度和刚度 辊身长度 L : L/D 比例。 L/D 小,刚度大,不易弯曲。(查表,经验数值) 辊颈直径 d : d/D 有比例, 0.5-0.8( 滚动轴承取下限 ) 辊颈长度 l: d/ l ≈1 各种轧机 L/D 的比值 L D l d l 3 d 3 初轧机 2.2 ~ 2.7 型钢轧机 粗轧机座 2.2 ~ 3.0 精轧机座 1.5 ~ 2.0 四辊板带 工作辊 2.5 ~ 4.0 支撑辊 1.3 ~ 2.5 各类轧机的最大允许咬入角 轧制情况 咬入角, α 带润滑的光冷轧辊 3 ~ 4 粗糙辊面冷轧 5 ~ 8 热轧钢板 15 ~ 22 热轧型钢 22 ~ 24 各类轧辊的重车率 轧辊 重车率, % 初轧机 10 ~ 12 型钢轧机 8 ~ 10 中厚板轧机 5 ~ 7 薄板轧机和冷轧机 3 ~ 6 每次重车 0.5-5mm, 重磨 0.5-0.01mm 。 例:首秦:每次重车 + 重磨量 1mm ,重磨 100mm 报废。 辊身长度 L 的确定 : 对于型钢轧机 : 考虑轧辊强度和孔型个数 对于板带轧机 : L=B+a 当 b=400~1200 , a=100 b > 1200 , a=200~400 例如 : 首秦 4300 轧机 : b=4100 , a=200 。 第三节 轧辊材料及辊面硬度 一、 常用的轧辊材料 3 、硬质合金 :WC 2 、铁 普通铸铁 球墨铸铁 合金铸铁 半冷硬铸铁 :HS > 50 冷硬铸铁 :HS > 60 无限冷硬铸铁 :HS > 65 1 、钢 铸钢 锻钢 合金铸钢 合金锻钢 热轧辊 - 合金结构钢: 55Mn2,55Cr,60CrMnMo 冷轧辊 - 合金工具钢 :9Cr, 9CrV, 9Cr2W, 9Cr2Mo 二、 轧辊材料的选择 1 、初轧机和型钢:以强度为主,用合金铸钢和锻钢;在型钢轧机第二架,可用球墨铸铁,后几个机架和成品机架,可以用冷硬铸铁。 2 、热轧板带轧机:工作辊;粗轧机座采用钢,精轧可用铸铁。 支撑辊:合金锻钢。 3 、冷轧板带轧机:工作辊、支撑辊全部考虑辊面硬度和强度,都用合金工具钢,或用 WC 辊套。不可用铸铁,因为 E 仅为钢的 1/2 ,最小可轧厚度与 E 成反比。 第四节 轧辊的强度计算 步骤 : 1 )对受力及几何形状进行简化 2 )进行辊系的受力分析 3 )找出可能的危险断面,画出力矩图 4 )对危险断面的弯曲力矩进行计算 5 )计算弯曲应力 6 )求出许用应力 7 )作出安全或是否符合强度要求的判断 原则: 辊身 : 计算(校核)弯曲强度 辊颈 : 计算(校核)弯扭组合 辊头 : 计算(校核)扭转应力 包括 1 ) 二辊型钢轧机强度的计算 2 )二辊板带轧机强度的计算 3 ) 四辊板带轧机强度的计算 工作辊传动 支承辊传动 工作辊校核 支承辊校核 一 . 二辊型钢轧机强度的计算 强度校核合格 强度不够 辊身强度校核 P l a R 1 R 2 c x 辊颈强度校核 强度校核合格 强度不够 钢轧辊 , 第四强度理论 : 铸铁轧辊 , 第二强度理论 : 辊头强度校核 b a t max a/b 1.0 1.5 2.0 2.5 3.0 η 0.208 0.346 0.493 0.645 0.801 辊头强度合格 辊身 弯矩表达式 二 . 二辊板带轧机强度的计算 二辊板带轧机 辊颈 如何校核? … 辊头 如何校核? … 四辊板带轧机强度的计算 ( 一 ) 支承辊 (1) 工作辊传动情况 L c P/2 P/2 D 2 d q=P/L a 辊身中部最大弯矩 辊身中部弯曲应力 : 则强度不够 则强度足够 支撑辊强度校核 (2) 支承辊传动情况 L c P/2 P/2 D 2 d q=P/L a Mn 与二辊轧机轧辊校核相同 辊身 : 校核弯曲强度 辊颈 : 校核弯 + 扭组合强度 辊头 : 校核扭转强度 工作辊强度计算 (1) 工作辊传动时,工作辊强度 (2) 支承辊传动时,工作辊强度 四辊轧机 工作辊 受力及力矩图 工作辊传动 L c a D d 1 q=P/L Mw M T M n d 3 P T P T b 辊身中部垂直弯矩 辊身中部水平弯矩 辊身中部合成弯矩 作用在一个工作辊上的扭矩 “_” 前张力大于后张力 “ +” 后张力大于前张力 辊颈处的弯曲应力和扭转应力 支承辊传动时 , 工作辊受力情况 p x p x ’ Mn L c a D d 1 q=P/L Mw M P x /2 P x /2 b 接触强度地计算 接触应力过大时 , 会使辊面金属产生剥落 . x z y σ z σ x σ y q- 接触表面单位长度上的负荷 r 1 ,r 2 − 轧辊半径 τ max=0.304σmax 0.5σmax σmax σz σx σy 0.78b 第五节 轧辊的挠度 1. 确定挠度的目的和意义:确定辊型凸度并磨床上加工出辊型,可以实现在线辊形控制 , 从而保证轧出厚度均匀的钢板。 2. 三个重要的挠度值( 1 )辊身中央的总弯曲挠度 f (AA 1 ) ( 2 )辊身中央和钢板边缘的挠度差 f ’ (CC 1 ) ( 3 )辊身中央和辊身边缘的挠度差 f ’’ (BB 1 ) 。 3. 产生挠度的原因 ( 1 )弯矩 M ( 2 )剪切力 P 4. 求解挠度的方法 只有将挠度差转换成挠度 , 才可以应用卡氏定理求解 . 转换的方法 : 将简支梁转换成悬臂梁 .( 支点发生变化 ) 卡氏定理 — 系统中切应力作用时的变形能 — 系统中弯曲力作用时的变形能 — 在任意截面上的弯矩、切力 E , G— 弹性模量和剪切模量 I , F— 断面惯性矩和断面面积 R— 计算轧辊中间总挠度量时, R 为轴承支反力,为 P/2 。 计算中间部位与某点的挠度差 , R 指在那点作用的力 . — 求解挠度差(与中间部位的)点的作用力 计算方法: (1) 将坐标原点移至欲求挠度差处 (2) 在欲求挠度差处加一个想象的力 R (在欲求挠度差处作用的外力) (3) 写出外力引起的力矩表达式 (4) 写出假想力引起的弯矩方程 (5) 写出各段的被积分函数表达式 辊身中央的总弯曲挠度 f(AA 1) 5. 三个 挠度差的计算公式: 钢板边缘的挠度差 f’(CC 1 ) 轧辊边缘的挠度差 f ’’ (BB 1 ) 挠度的影响因素 : 轧制力;轧辊的材质 E 、 G ;轧辊的尺寸 D 、 L ;轧件的尺寸 b 第六节 轧辊的辊形调节 影响辊形的因素 : 原始凸度 弹性弯曲 温度分布不均匀 不均匀磨损 辊形的调节方法 : 1 预磨工作辊凸度 , 以抵消轧辊弹性变形等对辊缝的影响 . 2 改变轧辊的热凸度 , 采用分段冷却的方式改变各部位的热凸度 . 3 改变道次的压下量 , 从而改变轧制力 , 来改变轧辊的弹性变形 . 4 采用液压弯辊 , 使轧辊产生附加的弯曲变形 . 达到调整辊形的目的 . 5 采用辊形可调的新型轧机 . 如 HC ,CVC,UCM,VC,PC 等 . 辊形调整装置 - 弯辊装置 作用:使工作辊或支撑辊产生附加的弯曲,以改变辊缝的形状,保证轧出的钢板的平直度和厚度公差的要求。 类型:正弯工作辊,负弯工作辊(弯曲中间辊) 正弯辊:轧制力方向与弯辊力同向(平辊或小凸度) 负弯辊:轧制力方向与弯辊力反向(预磨辊形凸形较大) 种类 正弯辊 负弯辊 性能 减小挠度 增加挠度 结构 油缸在上下工作辊之间 油缸在支撑辊和工作辊之间 用途 调整边浪 调整中浪 控制效果 最好 良好查看更多