- 2021-05-20 发布 |
- 37.5 KB |
- 4页


申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
塑料件检验标准
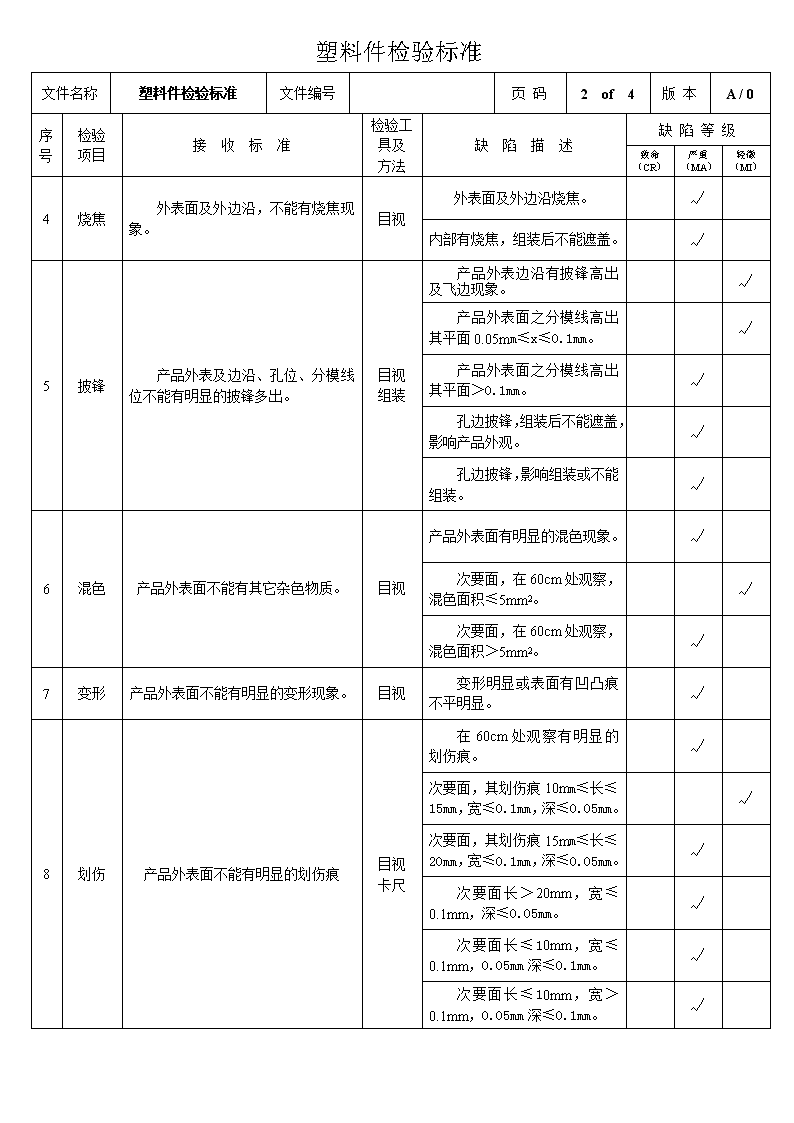
塑料件检验标准 文件名称 塑料件检验标准 生效日期 页 码 1 of 4 使用状态 文件编号 版 本 A / 0 审 核 拟 定 陈愈发 目 的 确保本公司塑料件品质符合客户要求。 范 围 适应于塑胶件进料入库检验。 抽样标准 MIL-STD-105E单次Ⅱ级正常检验;CR=0;MA=1.0;MI=2.5。 检验环境 在正常光源条件下,距离30cm远检验,以及适宜的角度检验产品。 参照标准 1、GB / T2828.1-2003逐批检查计数抽样及抽样表。 2、GB 7000.1-2007灯具 第一部分:一般要求与试验。 序号 检验 项目 接 收 标 准 检验工具主 方法 缺 陷 描 述 缺 陷 等 级 致命(CR) 严重(MA) 轻微(MI) 1 色差 表面颜色满足规定的要求。 目视 颜色有差异,但组装后,整体效果不明显。 √ 颜色有差异,但组装后或与签板范围,整体效果明显。 √ 2 缺胶 表面及孔边不能有缺胶现象。 目视 卡尺 产品的外表面及外边沿,有缺胶现象。 √ 孔边沿及孔有缺胶现象。 √ 孔边及孔缺胶,组装后可遮盖,影响产品结构。 √ 孔边及孔缺胶,组装后不能遮盖,不影响产品结构。 √ 孔边及孔缺胶,组装后不能遮盖,影响产品结构。 √ 产品内部缺胶面积≤5mm2。 √ 产品内部缺胶面积≤10mm2。 √ 产品内部缺胶面积>10mm2。 √ 3 缩水 表面不能有明显的缩水现象。 目视 卡尺 表面有较明显的缩水现象。 √ 缩水面积>10mm2,深度>0.1mm √ 缩水面积5mm2≤x≤10mm2,深度>0.1mm。 √ 内部缩水面积>10mm2,深度>0.3mm。 √ 塑料件检验标准 文件名称 塑料件检验标准 文件编号 页 码 2 of 4 版 本 A / 0 序号 检验 项目 接 收 标 准 检验工具及 方法 缺 陷 描 述 缺 陷 等 级 致命(CR) 严重(MA) 轻微(MI) 4 烧焦 外表面及外边沿,不能有烧焦现象。 目视 外表面及外边沿烧焦。 √ 内部有烧焦,组装后不能遮盖。 √ 5 披锋 产品外表及边沿、孔位、分模线位不能有明显的披锋多出。 目视 组装 产品外表边沿有披锋高出及飞边现象。 √ 产品外表面之分模线高出其平面0.05mm≤x≤0.1mm。 √ 产品外表面之分模线高出其平面>0.1mm。 √ 孔边披锋,组装后不能遮盖,影响产品外观。 √ 孔边披锋,影响组装或不能组装。 √ 6 混色 产品外表面不能有其它杂色物质。 目视 产品外表面有明显的混色现象。 √ 次要面,在60cm处观察,混色面积≤5mm2。 √ 次要面,在60cm处观察,混色面积>5mm2。 √ 7 变形 产品外表面不能有明显的变形现象。 目视 变形明显或表面有凹凸痕不平明显。 √ 8 划伤 产品外表面不能有明显的划伤痕 目视 卡尺 在60cm处观察有明显的划伤痕。 √ 次要面,其划伤痕10mm≤长≤15mm,宽≤0.1mm,深≤0.05mm。 √ 次要面,其划伤痕15mm≤长≤20mm,宽≤0.1mm,深≤0.05mm。 √ 次要面长>20mm,宽≤0.1mm,深≤0.05mm。 √ 次要面长≤10mm,宽≤0.1mm,0.05mm深≤0.1mm。 √ 次要面长≤10mm,宽>0.1mm,0.05mm深≤0.1mm。 √ 塑料件检验标准 文件名称 塑料件检验标准 文件编号 页 码 3 of 4 版 本 A / 0 序号 检验 项目 接 收 标 准 检验工具及 方法 缺 陷 描 述 缺 陷 等 级 致命(CR) 严重(MA) 轻微(MI) 9 夹水纹 表面及孔边,不能有明显夹水纹。 目视 卡尺 表面及孔边,有明显夹水纹。 √ 次要面夹水纹,10mm<长≤15mm,宽≤0.1mm,深≤0.05mm。 √ 次要面夹水纹,10mm<长≤15mm,宽>0.1mm,深≤0.05mm。 √ 次要面夹水纹,10mm<长≤15mm,宽>0.1mm,深>0.05mm。 √ 次要面,长>15mm,宽>0.1mm,深>0.05mm。 √ 孔边夹水纹,组装后不能遮盖,影响产品外观。 √ 10 气纹 产品外表面不能有明显亮白色气纹现象。 目视 卡尺 主视面亮斑面积>5mm2,且明显。 √ 次要面亮斑面积≤10mm2,不明显。 √ 次要面亮斑面积>10mm2,且明显。 √ 11 表面 脏污 表面不能留有不可擦拭的污物或腐蚀物体或其它有害物体。 目视 产品表面不可擦拭的污物面积≥2mm2。 √ 产品表面残留有不可辩别的污物、液体、血液及腐蚀性液体。 √ 表面残留可擦拭污物面积1mm2≤x≤10mm2。 √ 表面残留可擦拭污物面积10mm2≤x≤20mm2。 √ 12 尺寸 尺寸满足设计要求或组装要求。 卡尺 组装 重要尺寸不符合设计要求。 √ 孔位尺寸偏大,但组装后,满足结构要求。 √ 孔位尺寸偏大,但组装后,不满足结构要求。 √ 孔位尺寸偏小,不影响产品组装,但组装后破裂。 √ 孔位尺寸偏小,影响产品组装。 √ 塑料件检验标准 文件名称 塑料件检验标准 文件编号 页 码 4 of 4 版 本 A / 0 序号 检验 项目 接 收 标 准 检验工具及 方法 缺 陷 描 述 缺 陷 等 级 致命(CR) 严重(MA) 轻微(MI) 13 性能 要求 组装后主体无松动、错位、刮手、变形现象。 目视 手感 组装后主体有明显的松动、错位、刮手、变形现象。 √ 尺寸符合设计要求(工程图纸) 图纸 卡尺 尺寸超出设计要求或工程图纸。 √ 塑胶壳必须采用耐高温、抗老化、阻燃的工程塑料制造,符合公司工程设计要求,分供方首批需提供实验报告。 目视 没有提供相应的实验报告。 √ 塑胶壳的材质必须符合公司工程设计要求,分供方每半年提供原材料材质证明书。 目视 分供方每半年没有提供原料材质证明书。 √ 将塑胶件放在水泥板上,用脚踩上去,不能易碎裂、断。 操作 不符合要求。 √ 14 阻燃 试验 用明火对塑胶件进行燃烧,当火源离开塑胶壳时,塑胶件应立即熄灭,不再燃烧,此塑胶件是阻燃材料。 试验 火源 材料不阻燃。 √ 15 跌落 试验 组合后,以1米高处自由落地(水泥地),无爆裂,螺丝柱断则合格,无法组合的产品,可在螺丝柱打螺丝检验。 目视 操作 经做跌落试验后,有爆裂或螺丝柱断现象。 √ 16 配合 安装 与相应配件配合牢固。 操作 配合不良。 √ 备 注 1、第1项至第11项属于外观检验项目; 2、本检验标准未尽项目,需检验时可参照行业标准、国标或工程技术文件要求。当检验标准的检验项目在技术要求中未作规定时,可不作检验要求。查看更多